



Slick Solutions for Friction Reduction
Suppliers and engine designers are attacking every potential source of internal friction — no longer a “low-hanging fruit” — as the battle to squeeze more mechanical work from less fuel intensifies.
Reducing internal friction has always been a priority of powertrain designers, but recently the subject has taken on greater urgency in the crunch to meet tough new global CO2 regulations. In piston engines, friction loss rises with the square of rpm, which is one reason OEMs are “downspeeding” their new engine families. And with their key suppliers, they’re digging deeper to find cost-effective solutions to this century-old challenge — from “rollerizing” camshafts to optimizing lubrication schemes, to new gas-cushion shaft seals, to decoupling front-end drive systems. New materials and surface coatings are also enablers.

“We looked across the entire propulsion system to find places we could reduce spin and drag losses and minimize internal friction,” said Tim Grewe, GM’s General Director of Vehicle Electrification, speaking to Automotive Engineering about the 2016 Chevrolet Volt. “This is a major area of focus in vehicle development at GM and the industry going forward.”

Noted Dave Kehr, Manager of Valvetrain Systems at Schaeffler Group: “We’ve seen a big increase in the OEMs’ scrutiny of parasitic losses, particularly on the engine side. What used to be accepted as normal wear between contact surfaces is now seen as opportunity to reduce parasitic loss due to friction. So we’re getting into the minutiae of where that wear is coming from.”
Much of the “low-hanging fruit” in this area has been picked in recent years, Kehr said: “Now we’re reaching higher to find solutions for increasing internal efficiencies.” His boss Don Haefner, who leads Schaeffler’s U.S. valvetrain development group, explained that the most significant reductions in engine friction begin with the base architecture.
“There’s been a move away from the higher-friction valvetrains,” Haefner noted, “such as the so-called Type 1 direct-acting bucket tappet system. It used to be popular due to its superior high-rpm dynamics. We still sell a lot of Type 1 tappet systems, but they also tend to be pretty high in friction. So the industry has been moving to the end-pivoted, roller-finger-follower Type 2 system” that he said offers reduced friction.

Improved surface finishing such as superpolishing can further decrease valvetrain friction by as much as 20% compared with a Type-1 system with ground contact faces, engineers report. “And when a coating is added to a polished bucket tappet, valvetrain friction can be reduced at certain operating conditions by up to 50% vs. the standard unit,” added Allen Hale, Schaeffler’s Senior Product Development Engineer for valvetrains and engine bearings.
New coating technologies represent a more significant potential improvement going forward, Hale said, compared with the incremental gains of new surface-finish processes. The challenge, of course, is to make them cost effective at automotive volumes. “The customer drives those decisions, to determine if there’s enough bang for the buck,” Hale explained.
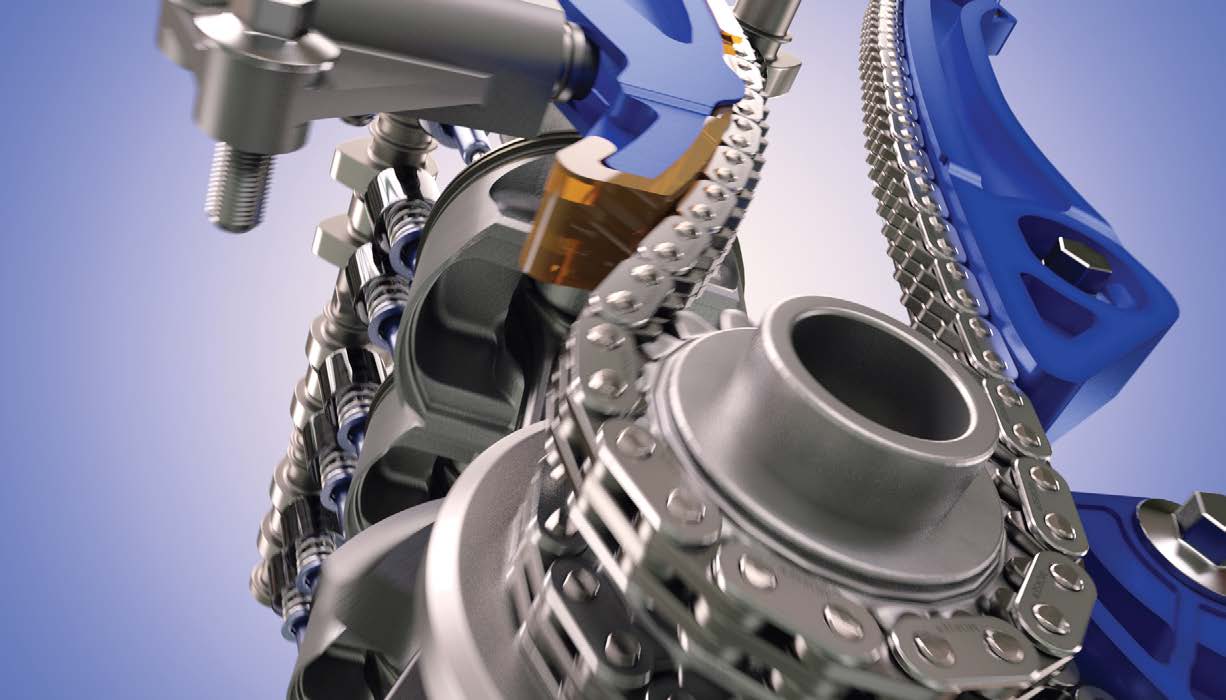
Cutting chain friction link by link
To spin a pair of overhead camshafts requires drive systems whose increasingly sophisticated designs help wage war on friction. “The sprockets, chain, and tensioner are a complete system and if you do not optimize all components equally you’ll have a less efficient engine in the end,” explained Tim White, Senior Development Engineer, Chain Products, at BorgWarner.
White’s team is focused on producing improved link geometries that will reduce friction on contact surfaces across the powertrain chain-drive landscape, including engine timing, CVT transmissions, and the MorseTEC chains used in 4WD transfer cases.
“We’re reducing the number of [chain] pitches that actually make contact with the friction surfaces,” he said. His team uses proprietary tools to simulate and analyze not only tooth profiles and the link-to-tooth and link-to-link mechanical friction, but also that which occurs within the pin, rocker, and sideplate interfaces.
“By reducing the mass we reduce the size of the system while maintaining the same strength — the result is not only lighter but also gives a better torque-to-turn product,” he said.

Keeping pace with the OEMs’ shorter and faster development cycles pushes innovation. White noted introduction of a new hydraulic-tensioner technology that he claimed improves timing-drive efficiency by up to 25%. Surface coatings also are playing a greater role at BorgWarner which recently introduced into production a stainless-steel nitride finish that was designed to reduce wear but also could help improve system efficiency.
“We think it could potentially allow us to retune the [timing drive] system so it doesn’t have to accommodate such a large range of chain wear,” White noted, “therefore improving the initial efficiency over the life of the product.”
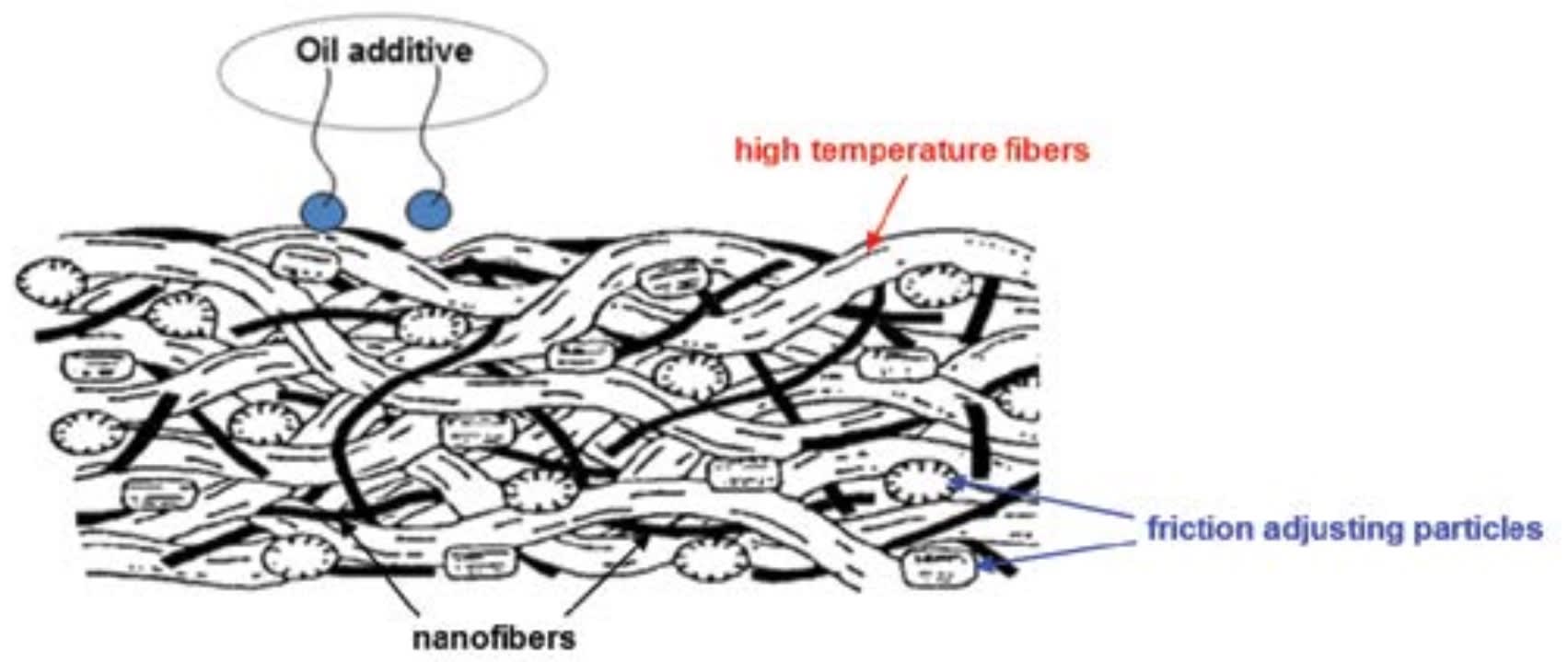
On the transmission side, “it’s not just reducing friction losses but balancing it with high torque capacity and heat resistance for durability and lower oil flow for internal efficiency,” explained Robert Lam, Director of Friction Products. “We talk about the temperature at the interface; once you improve the friction loss at the friction interface the temperatures get higher and higher, so how do you survive? That’s the main challenge for us.”

Lam outlined a new friction-materials family called BW6900 based on a nanofiber blend that is designed to complement the industry’s use of “smart” oil pumps that deliver specific quantities of lubrication when and where it’s needed, for the purpose of reducing fluid drag. The patented design is called Active Friction Plate Separation, which uses two types of friction material bonded on one friction plate. One material is more elastic than the other and sits 0.05-mm (0.0019 in) higher on the plate.
“This allows us to control how much oil can go in at one time because the applied pressure is occurring at different times,” Lam explained. “The two materials differ in their compressibility, so that under a certain pressure only one material is in contact with the plate. That enables us to control how much oil is on the surface.”
The two step lining concept uses both a basic friction material and a second very elastic material, bonded to a different height. When the clutch is open the elastic lining element with the additional height of 0.05 mm (0.0019 in) causes an “active separation” process that prevents any suction between the friction and separator surfaces. This reduces the hydrodynamic peak in height and width.
The BW6910 material is designed for wet-starting clutches, torque-converter lock up, torque-transfer units and hybrid disconnecting clutches. “We used CFD models to simulate viscous or drag losses which is related to friction losses,” he noted. “We incorporated the various geometries, the friction material, and operating conditions and run the CFD to get an idea how the oil is distributed and dissipated and how it affects drag loss. Of course we also had to do experiments to verify it case by case, but our working CFD model guides us for the theoretical basis of our designs.”
Boring in on piston ring stress
Piston rings are responsible for most (up to 24%) of an ICE’s internal friction, experts noted, with the oil-scraper ring contributing up to 70% of the total ring-pack friction. Reducing ring-to-bore friction while maintaining sealing and durability performance, and scaling the other components to the new operating-rpm parameters, is an ongoing strategy to reduce fuel consumption.
“Our testing has shown that by optimizing the piston structure and skirt profile can be worth about 0.5 g CO2/ km reduction on the NEDC cycle; and optimizing the entire ring pack could add up to a 2% fuel-consumption reduction, depending on the baseline,” Mahle piston technology expert Steve Sytsma told Automotive Engineering.
Ring stress is the load that the ring exerts against the cylinder wall to seal it during the combustion cycle and scrape off the oil. It has a significant effect on total engine friction. Sytsma noted that while the latest downsized gasoline engines have a total ring stress of about 0.6 to 0.7 N/mm, Mahle offers a new, two-piece “X-taper” oil control ring that reduces load on the scraper ring by about 50% (and on the ring pack by up to 0.25 N/mm), while maintaining its scraping effectiveness.
What remains of the increasingly abbreviated piston skirts going forward will feature embedded low-friction coatings; Hyundai has developed a new type of PTFE (polytetrafluoroethylene) coating that includes nano-sized composite. Mahle now uses a chromium-nitride PVD (physical vapor deposition) coating on the oil control ring which also increases service life, engineers claim.
Roller-bearing promises

Plain bearings have handled the lion’s share of engine bearing applications for decades, their low cost and durability proven up to and beyond the 3000 hours that automobile engines typically run.
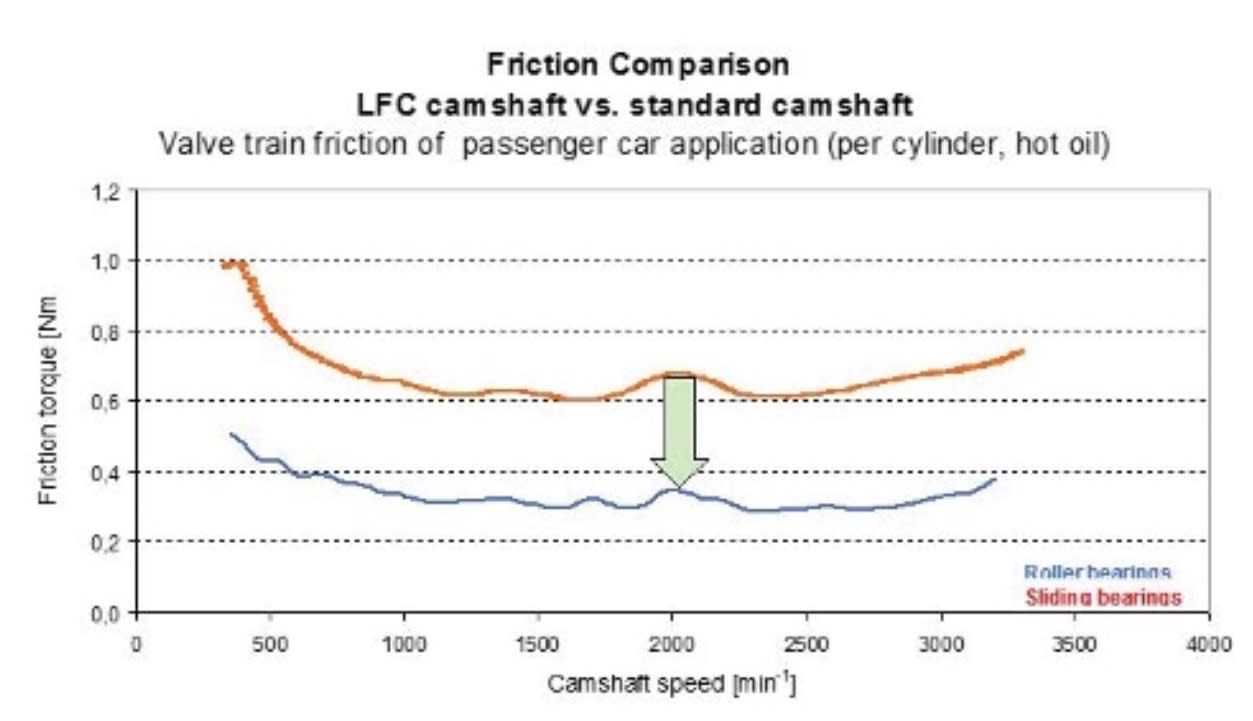
But bearing suppliers such as INA and FAG (part of Schaeffler Group) are seeing “a lot of interest in ‘rollerizing’ the camshaft” — supporting it with needle and or ball bearings in the cylinder head, noted Allen Hale. Roller bearings don’t require a pressurized oil feed allowing engineers to downsize the oil pump and reduce parasitic losses.
Recently Volvo and Jaguar Land Rover have adopted rolling-element bearings for the camshafts in their latest turbocharged gasoline engine families. GM quietly adopted roller-bearing cams in its 2.0-L DOHC diesel introduced by Opel in 2011. Others are expected to follow.
“For just the components themselves, swapping out plain bearings for roller bearings can yield up to a 50% improvement in valvetrain friction,” Hale explains. “A lot of that greater efficiency occurs at colder temps which is important because the industry’s switching to stop-start systems.” Powertrain engineers across the industry have told Automotive Engineering that they’re investigating rollerized camshafts. But they also note a caveat: increased operating noise.
The Opel diesel wasn’t in production long before customers and media testers complained about excessive mechanical noise. A GM engineer familiar with the program said the engine was replaced in late 2014 with a new 2.0-L unit featuring a plain-bearing camshaft.
Some OEMs are converting just the No. 1 camshaft bearing (which handles most of the load) to ball bearings, which provide good radial and axial load capacity.
Sublime sealing solutions
Engine seals such as those used at the crankshaft-to-block and front cover interfaces, have the dual responsibility of ensuring lubricant remains on the inside of the engine, while minimizing friction on the shaft ends as they spin.
A broad array of PTFE and elastomeric lay-down lip-type seals are featured in the Freudenberg-NOK product portfolio known as LESS — low-emission sealing solutions. But the technology that has Senior VP of Technology Luis Lorenzo excited the most is currently being evaluated by OEMs.
“It’s a new gas-lubricated seal we call Levitex,” Lorenzo said. “The concept has two metallic races. When the two parts don’t rotate — that is, the axle doesn’t rotate in respect to the bore — the two faces are in contact when the rotation starts and when it passes through a critical rotational speed, one of the races moves away from the other race. This creates an air cushion that establishes itself between the two races. And you don’t have anything but the friction of the races with the air.”
He said the technology originated at Freudenberg’s Eagle Burgmann affiliate that specializes in seals for high velocity turbines and other high-precision industrial applications. “Because of that, they’re very high cost,” Lorenzo admits. “What we’ve done is look at the technology, understand how it works, and translate that into lower cost manufacturing options that allow us to replicate the functionality but at a fraction of the total cost.”
Freudenberg currently has Levitex seals in evaluation at three OEMs. Compared with optimized PTFE seals the Levitex items can save 0.5 g of CO2 per seal — offering up to 90% friction reduction per engine compared with current production seals, Lorenzo claimed. First applications will likely be on the crankshaft. The seal is designed as a system with the rear engine cover including the [crank-angle] sensor encoder. Lorenzo revealed that Freudenberg is quoting three engines at three different OEMs, with SOP targeted for 2017 to 2020.
“The company that ran the simulations for us was so surprised at how low-friction the Levitex seals are,” he said. “They ran the engine with no seals — no friction between the bore and the shaft — and found the friction in the Levitex seals is just a fraction greater than that of an engine using no seals at all. It’s truly significant.”
More From SAE Media Group
Automotive Engineering
JLR's All-New 2015 Modular Engines Feature Roller-Bearing Cams, Balance Shaft
Off-Highway Engineering
Development Trends for Heavy Engines
Automotive Engineering
'Reman' Engine Market Steady, but Complexity Challenges Production Efficiency
Off-Highway Engineering
Navistar Updates A26 Engine, Improves FE by 4%
Automotive Engineering
2015 Engines Ride a Technology Tidal Wave
Automotive Engineering
Future ICEs: What Comes After 2025?
Off-Highway Engineering
Reshaping the Mobile-hydraulic Ecosystem
Automotive Engineering
2022 Nissan Rogue Gets a VC Turbo Triple
Off-Highway Engineering
Cummins Unveils New B7.2 Diesel Engine
Off-Highway Engineering
Cummins New X15 Engine Meets Upcoming Regs While Boosting Efficiency
Automotive Engineering
New Engines 2016
Off-Highway Engineering
FEV Simplifies Off-Highway Electrification
Automotive Engineering
Spark of Genius
Automotive Engineering
Mercedes Shows Its Metal and Chooses Steel over Aluminum
NASA Spinoff
NASA Gives the World a Brake
Tech Briefs
Nanotechnology Repairs Engine Damage in Cars
Automotive Engineering
Porsche Unveils New Downsized, Boosted 3.0-L Boxer Six
Automotive Engineering
Cooled EGR Shows Benefits for Gasoline Engines
Automotive Engineering
Audi's New V6 Diesel to Feature Electric Turbocharging, New NOx Technology
Automotive Engineering
Achates Aims at 2025 Light-truck Power
Off-Highway Engineering
Iveco Pursues Natural Gas in Stralis NP Models
Off-Highway Engineering
Mahle, Liebherr Develop Active Pre-Chamber for Hydrogen ICE
Off-Highway Engineering
Miserly Power Systems
Automotive Engineering
Toyota Stretches SUV Line-Up with World Debut of Grand Highlander
Automotive Engineering
Optimizing Hybrids for Cost and Efficiency
Off-Highway Engineering
Delphi Injects Life into Diesel
Automotive Engineering
Balancing GDI Fuel Economy and Emissions
Automotive Engineering
Bentley Develops W12 Cylinder Deactivation
Automotive Engineering
Mazda Plots Wankel-powered Range Extenders, HCCI Mild Hybrids
Off-Highway Engineering
Komatsu Targets Productivity, Operator Comfort With New WA480-8 Wheel Loader
Top Stories
INSIDERManufacturing & Prototyping
![]() How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
INSIDERManned Systems
![]() FAA to Replace Aging Network of Ground-Based Radars
FAA to Replace Aging Network of Ground-Based Radars
NewsTransportation
![]() CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
NewsSoftware
![]() Accelerating Down the Road to Autonomy
Accelerating Down the Road to Autonomy
EditorialDesign
![]() DarkSky One Wants to Make the World a Darker Place
DarkSky One Wants to Make the World a Darker Place
INSIDERMaterials
![]() Can This Self-Healing Composite Make Airplane and Spacecraft Components Last...
Can This Self-Healing Composite Make Airplane and Spacecraft Components Last...
Webcasts
Defense
![]() How Sift's Unified Observability Platform Accelerates Drone Innovation
How Sift's Unified Observability Platform Accelerates Drone Innovation
Automotive
![]() E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
Power
![]() Hydrogen Engines Are Heating Up for Heavy Duty
Hydrogen Engines Are Heating Up for Heavy Duty
Electronics & Computers
![]() Advantages of Smart Power Distribution Unit Design for Automotive...
Advantages of Smart Power Distribution Unit Design for Automotive...
Unmanned Systems
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design...
Quiet, Please: NVH Improvement Opportunities in the Early Design...