

Manufacturing Spotlight: Advanced Drilling, Threading and Milling Tools Maximize Productivity in Challenging Aerospace Materials
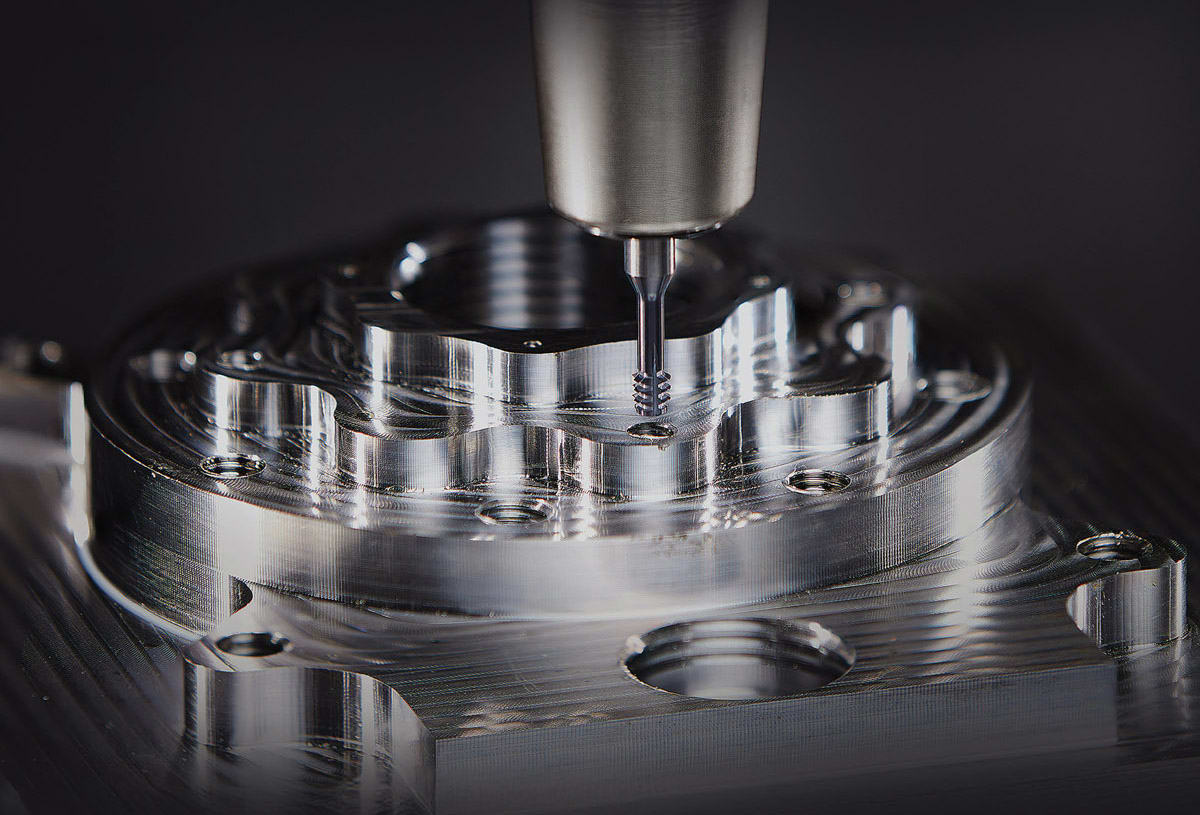
Before threading holes, drilling is a necessary and critical step. Drilling challenging aerospace materials demands an application-specific solution. Stainless, titanium, and nickel-based alloys are highly heat resistant so heat generated during the drilling process is pushed into the cutter. These materials also exhibit an extreme amount of elastic memory which means the workpiece will tend to compress around the drilling tool, resulting in additional wear on tool margins. This behavior will also increase the amount of contact with the material, resulting in work hardening being introduced to the drilled hole, potentially making a follow up process such as tapping or thread milling significantly more difficult. Look for solid carbide drilling tools that feature a custom coating and polishing process, and a single margin design that reduces material adhesion and provides excellent hole guidance, ideal for material that can compress down on a drill. The special coating provides a 15 percent increase in the tool’s surface hardness, a 22 percent increase in maximum operating temperature compared to AlTiN-based coatings, and a 200 percent increase in tool life.

A drill’s cutting edge plays an important role. A concave main cutting edge combined with an optimized cutting edge preparation enables the best cutting performance at very high feed rates, optimal chip forming, and increased tool life. For example, when drilling a highly abrasive form of austenitic stainless steel, a manufacturer attempted to use a solid carbide drill which wasn’t optimally designed for heat resistant materials and didn’t include coolant-through capability. The drill failed at 1,200 holes, so they implemented InoxDrill and increased the total hole count ten-fold, ran at a higher feed rate and overall drill penetration rate, resulting in more than 30 percent cost savings.
Coolant-through design provides effective heat management and improved chip evacuation for increased tool life and better hole quality. Coolant-through drills can often be run at higher speeds and feeds as the cooling and chip evacuation capabilities allow for more aggressive cutting parameters. This can significantly reduce cycle times, especially when drilling deep or difficult holes.
The right toolholder is equally important. With high penetration rate drilling in aerospace applications, EMUGE high precision/ performance FPC mill/drill chucks provide rigidity, vibration dampening, concentricity. Featuring the world’s only chuck with a 1:16 worm gear, the FPC chuck’s patented design delivers 3 tons of traction force. The unique design provides 100 percent holding power for maximum rigidity, and the collet-cone assembly absorbs virtually all vibration for maximum dampening, allowing the high-performance drill to reach full speed and maximum tool life.
Thread Milling Addresses Tough Material Challenges
After the hole has been drilled, for high stability and performance use thread mills with a left-hand helix flute design, requiring a left-hand spindle rotation. The combination of left-hand cutting geometry used in a conventional milling cutting path, entering the hole and threading from the outside in or from top-to-bottom, creates a very stable cutting action for this interrupted thread cutting process. Also, the combination of the left-hand helix and left-hand spindle rotation, moving clockwise into the part, creates a climb milling cutting effect resulting in better tool life.

Three tooth pitches that simultaneously rough and finish-cut threads also factors into increasing productivity in tough aerospace materials. The first cutting tooth on this type of tool is an incomplete thread profile, which acts as a rougher, removing most of the material ahead of the following cutting teeth that finish the threads. This design, in combination with the clockwise movement of the cutter into the part (conventional milling move), works perfectly to increase tool life when cutting very difficult and edge-wearing materials found in the aerospace industry.

Also, when thread milling challenging super alloy materials – such as 718 Inconel, Haynes 25, Ti-6Al-4V, 455 stainless steel, or high-temp alloy steels — carbide cutting edges will significantly enhance tool life and increase productivity. For example, single plane carbide thread mills reduce cycle time by minimizing the need to adjust cutter compensation for edge wear. By dividing the material load of the cutting edge between three carbide cutting teeth, the cutting edge wears more slowly. This decreases the need for operator involvement to stop the machine and increase compensation values for tool wear. Machine uptime is tremendously increased when the need to resize threads is reduced, resulting in less cycle time per part. It is also helpful to use one efficient tool for multiple functions. Select a thread mill that will cut through- or blind- holes and also produces STI threads and different tolerances by modifying the programming instructions. Tool coating also plays an important role when threading. EMUGE-FRANKEN ZGF-S- Cut Thread Mills feature TiAlN-T46 proprietary PVD coating designed to harden and protect the cutting edge from heat generated when using rotating tools to cut high-temp steel alloys and nickel-based alloys that resist heat and fracture in demanding applications such as jet engine components.
Thread Locking for Safety
Safety critical aerospace manufacturing applications demand secure threads that won’t loosen. Adhering to the guidelines for thread manufacturing, their different classes of fit, and proper tolerancing and gaging when machining threads, is the first step toward making strong, dependable screw threads. For example, EMUGE SELF-LOCK™ threading tools produce self-locking threads for thread milling and tapping which feature a wedge ramp angle on the thread’s flank.
This successful solution to secure screws involves modifying the conventional 60° form by cutting a locking ramp on the internal thread, securely and predictably locking the screw in place while making it easy to assemble and disassemble multiple times. A 30° ramp or wedge form is adjacent to the thread’s root and oriented perpendicular to the direction of stress. This wedge surface engages with the crests located at the screw’s major diameter – and as the screw is tightened, it forms a continuous and concentrated point of contact along the thread’s entire length.
The wedge-ramp design prevents any transverse movement, locking the screw securely in place while also making the thread much stronger. Studies show where a traditional tapped or threadmilled hole concentrates as much as 75 percent of the load on the first two threads, the wedge lock design carries the load evenly along the thread’s entire length. SELF-LOCK internal threads provide constant, maximum holding power under dynamic stress. This remains true even after repeated loosening and re-tightening of the thread connection.
EMUGE thread locking tools also include EMUGE ZGF-S-Cut SELF-LOCK thread mills with helical flutes, multiple teeth, and TiAlN-T46 coating to produce self-locking threads that are ideal in demanding industry applications such as aerospace where nickel alloys, titanium, and stainless steel are the norm. A unique design enables three tooth pitches to simultaneously rough and finish-cut threads, dramatically increasing tool life and reducing cycle times.
Precise thread gaging is a critical process for ensuring quality control. It is recommended to use the EMUGE two-piece gage system that corresponds to the usual combination of GO / NO-GO gages and is suited for the gaging of threads, provided the threads are produced with EMUGE true-to-profile taps and thread mills. There’s no generally applicable standard (e.g., DIN standard) for EMUGE SELF-LOCK threads, so other manufacturers may use different limit sizes for their threads.
Roughing Requires the Right Cutter and Machining Parameters
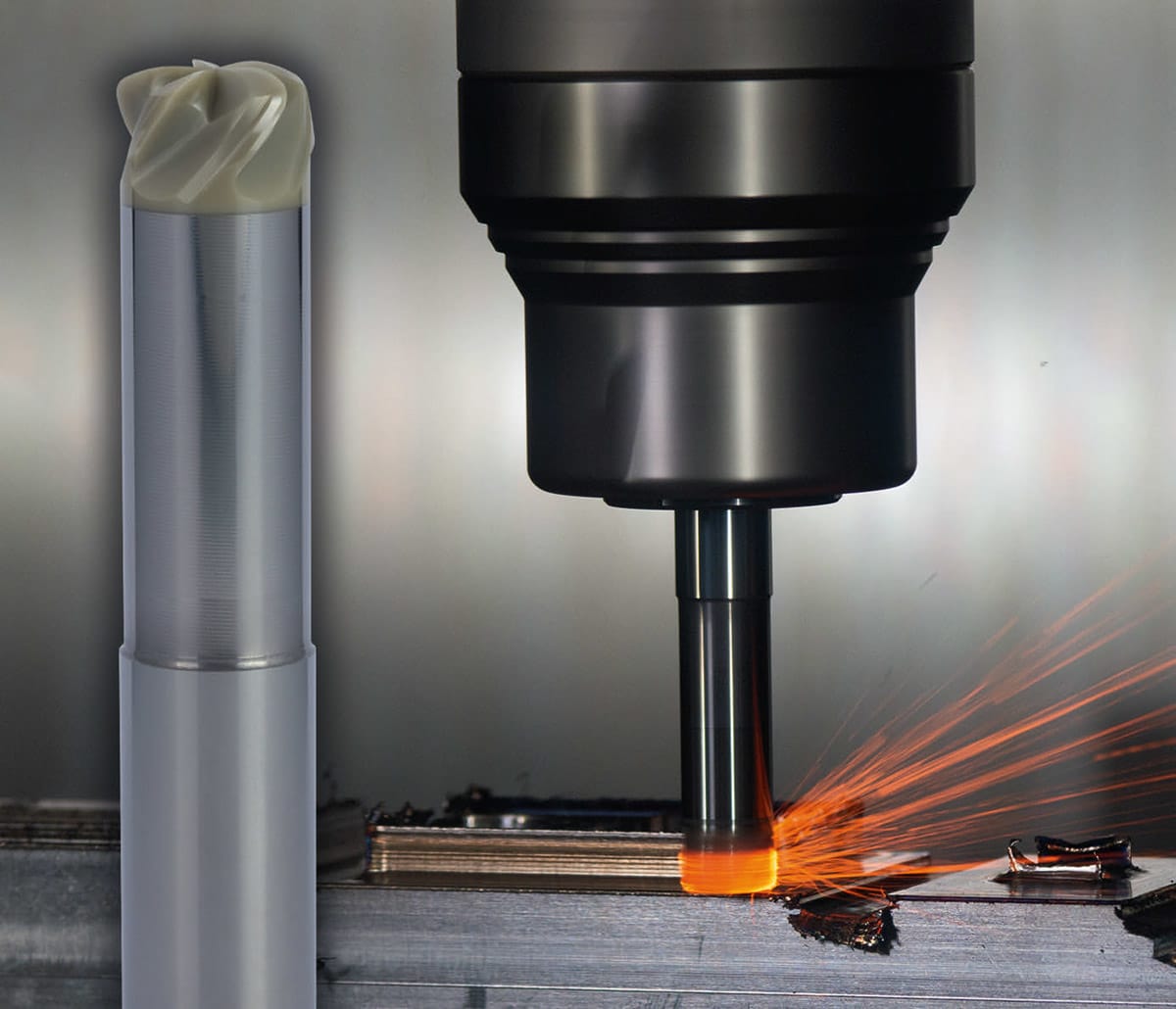
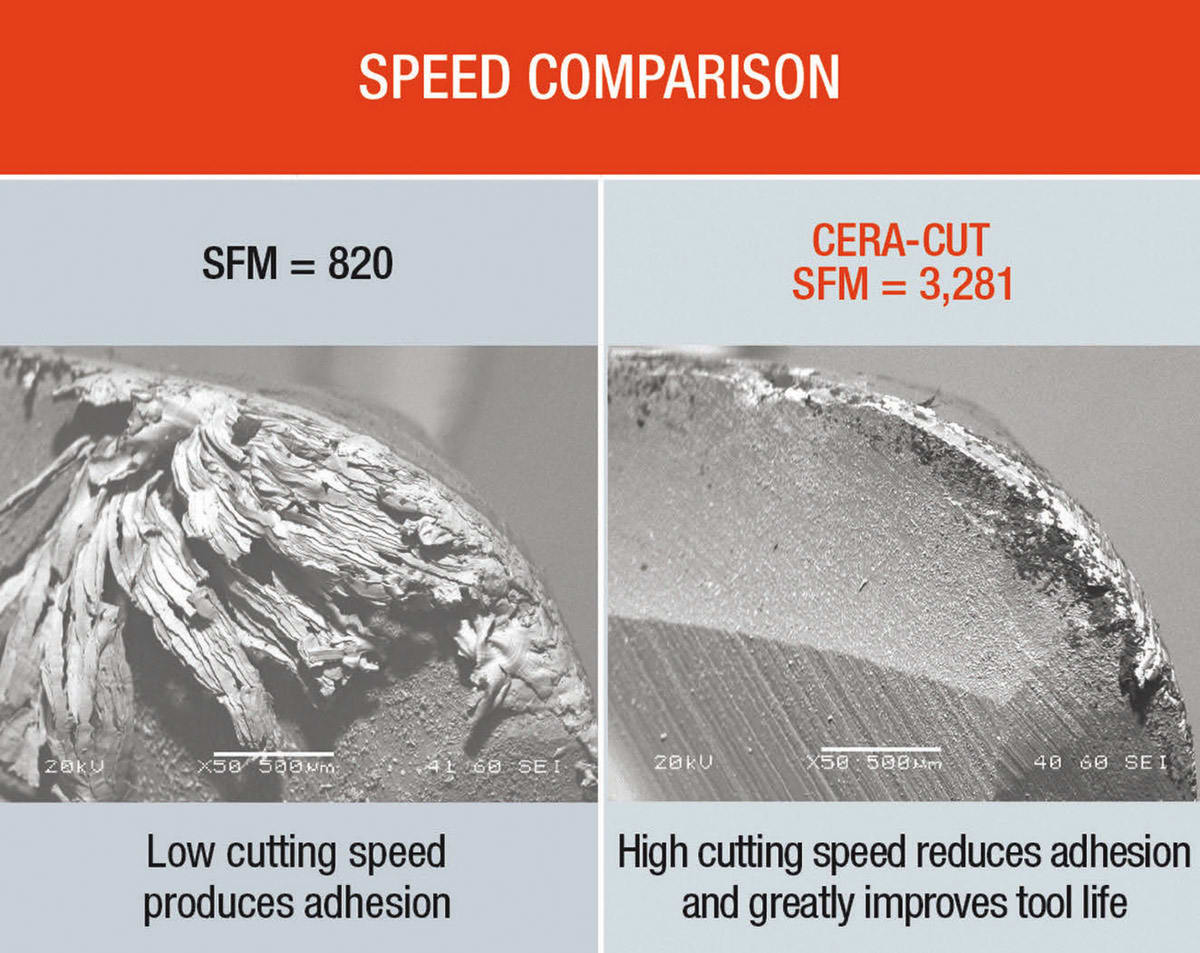
In addition to guidelines for drilling and threading challenging aerospace materials, roughing hard (up to 42 HRC or more) super alloys and exotic materials is another process that requires expertise and the right tool. Heat resistant super alloys and exotic materials such as Inconel 718, Hastelloy, Haynes, Rene, and Nimonic are desirable for manufacture of aerospace and defense parts due to their high strength, corrosion resistance and thermal stability. However, these same characteristics make them difficult to machine, with machinability ratings below 20 percent. EMUGE Cera-Cut end mills are a new solution for roughing super alloy materials, resulting in machining parts 200 to 400 percent faster than conventional carbide end mills.
New Cera-Cut end mills feature a high-hardness ceramic head that is high temperature vacuum-brazed to a carbide shank for optimal vibration dampening that reduces tool chipping/ wear for longer tool life compared to one-piece ceramic tools. A high-feed duplex cutting edge geometry produces high metal removal rates in nickel-based alloys of up to double that of carbide tools, and resulting in machining parts up to 400 percent faster – a key industry advantage. Also, the solid carbide shank and ceramic head tool life is up to three times higher than one-piece solid ceramic end mills.
Suitable for making interrupted cuts, Cera-Cut offers a tight cutting diameter tolerance ranging from -0.0008” to -0.0016” (-20 to -40 microns), depending on the tool diameter. The end mills can be used for roughing or pre-finishing, can produce 2D or 3D contours, and are suitable for face milling, slot milling, helical milling, contour milling, and pocket milling.
The machine tool must be properly set up to accommodate Cera-Cut ceramic end mills. A rigid, robust machine with a high RPM needs to support the tool at 1500 - 3,000 SFM versus 120 SFM which is typical of carbide tools. The optimal zone to run the tools is on machines with spindles that can generate at least 20k RPM with HSK connections. In addition, this is a dry machining application. High speed cutting is required with rigid tool holding and part clamping to generate the heat needed to soften materials without causing abrasion or other damage.
Since feeds and speeds are significantly different than when using carbide end mills, and the overall milling strategy may differ as well, it is recommended to work closely with technical support from your tooling supplier. EMUGE’s support team regularly assists manufacturers that utilize the latest tool technology such as ceramic head end mills. When the machine and ceramic end mills are in an optimal zone, the results speak for themselves. For example, it took 45 minutes to machine a feature on an aero-engine component when roughing with a 6-flute solid carbide end mill, however when using a Cera-Cut end mill, the rough milling time was reduced to seven minutes.
This article was written by Dylan Bowles, Product Director, EMUGE-FRANKEN USA (Boylston, MA). For more information, visit here .
More From SAE Media Group
Aerospace & Defense Tech Briefs
High-Flying Output: Key Machining Techniques for Structural Aircraft Components
Aerospace & Defense Tech Briefs
Making the Rounds in Aerospace: Tooling and Techniques for Discs, Blisks and Rings
Medical Design Briefs
A Versatile Tool for CNC Machining of Medical Devices
Aerospace Manufacturing and Machining
Why Heat Exchanger Manufacturers Need to Rethink Design and Fabrication
Aerospace Manufacturing and Machining
Machining Titanium Aero-Frames
Aerospace & Defense Tech Briefs
Pulse Plasma Nitriding for Aerospace Applications

Aerospace Manufacturing and Machining
Tips for Choosing CBN Grinding Wheels
Medical Design Briefs
Product Focus: Manufacturing/Assembly Equipment
Aerospace & Defense Tech Briefs
5-Axis Machining Center
Medical Design Briefs
What Medical Device OEMs Should Know About Outsourced MIM

Tech Briefs
Contaminant-Free Steel
Aerospace & Defense Tech Briefs
Aerospace Production: Overcoming Challenges in Composite Machining
Aerospace & Defense Tech Briefs
Reducing the High Cost Of Titanium
Aerospace & Defense Tech Briefs
Remanufacturing Reimagined: How Selective Electroplating Extends Service Life and Reduces the Cost of Aerospace Components
Aerospace & Defense Tech Briefs
Metal Additive Manufacturing
Aerospace & Defense Tech Briefs
These Speedy Cold Spray Machines Can 3D Print Vehicle Parts in War Zones
Aerospace Manufacturing and Machining
CAM Software Technology Keeps Pace with Aerospace Manufacturing Challenges


Aerospace Manufacturing and Machining
Aerospace Work Platforms — More than Meets the Eye
Medical Design Briefs
Product Focus: Manufacturing/Assembly Equipment
Tech Briefs
Rapid 3D Printing of Biomedical Parts
Aerospace & Defense Tech Briefs
The Challenge of Replacing Hard Chrome

Aerospace & Defense Tech Briefs
Manufacturing Spotlight: Machining Complex Parts and Materials for Space Flight and Exploration
Medical Manufacturing and Machining
Running Titanium and Other Exotic Metals at Faster Speeds
Medical Design Briefs
New Products and Services

Top Stories
NewsSensors/Data Acquisition
![]() Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
INSIDERRF & Microwave Electronics
![]() A Next Generation Helmet System for Navy Pilots
A Next Generation Helmet System for Navy Pilots
INSIDERWeapons Systems
![]() New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
NewsAutomotive
![]() Ford Announces 48-Volt Architecture for Future Electric Truck
Ford Announces 48-Volt Architecture for Future Electric Truck
INSIDERAerospace
![]() Active Strake System Cuts Cruise Drag, Boosts Flight Efficiency
Active Strake System Cuts Cruise Drag, Boosts Flight Efficiency
ArticlesTransportation
Webcasts
Aerospace
![]() Cooling a New Generation of Aerospace and Defense Embedded...
Cooling a New Generation of Aerospace and Defense Embedded...
Energy
![]() Battery Abuse Testing: Pushing to Failure
Battery Abuse Testing: Pushing to Failure
Power
![]() A FREE Two-Day Event Dedicated to Connected Mobility
A FREE Two-Day Event Dedicated to Connected Mobility
Automotive
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Electronics & Computers
![]() Advantages of Smart Power Distribution Unit Design for Automotive &...
Advantages of Smart Power Distribution Unit Design for Automotive &...
Unmanned Systems
![]() Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance
Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance