



Aerospace Production: Overcoming Challenges in Composite Machining

Composite materials play an important role in aerospace manufacturing. The light weight, durability, and ability to create complex shapes from molds make these materials ideal for frames and structural components that enable lighter, more fuel-efficient aircraft.
While composite structures can weigh up to 20 percent less than their metal counterparts, these materials can often be more difficult to machine. The extremely abrasive nature of carbon fiber reinforced polymers (CFRPs) will wear down standard cutting tools more quickly than almost any other material. A standard carbide cutting tool may only hold up to cutting a few feet of CFRPs before its dimensional stability fails, while in traditional metal machining that same tool might last 20 to 50 times that before wearing out.

Adding to the challenge, the makeup of these materials can be very diverse, with a wide variety of characteristics. Some composites will be stacked with different materials, like metals, or with fibers aligned in different directions; others will be meshed in a unidirectional material. Some composites are prone to fraying or delaminating, while others, like polyaryletherketone (PEAK) materials, are heat-sensitive and can adhere to cutting tools.
Contending with these variables can make it tricky to find the best tool and process for the job. However, there are a few general tooling strategies and cutting principles that shops can apply when machining composites to improve the efficiency and quality of their production.
Tougher Tools Go a Long Way

Composites are notorious for wearing down tools. And when you’re machining large structural components like a fuselage component or wing box, or drilling thousands of holes for rivets, frequent tool changeouts can become a serious drag on productivity. In these applications, investing in polycrystalline diamond (PCD) tools are well worth the cost, because they’ll last 10 to 15 times longer than a standard tool.
Using PCD tools that can withstand the abrasive nature of composites offers clear advantages in terms of machine uptime, surface quality and process security. They maintain their sharpness longer and provide a cleaner cut in composite materials, reducing the risk of fraying or failure that can lead to scrapped components.
Diamond tools may have a diamond coating on the surface, applied using a chemical vapor deposition (CVD) process, or they can even be made with diamond veins that are sintered into the carbide. Veined tools represent a significant advancement in composite machining because they allow for cutting geometries specific to CFRP materials that are normally not possible.
A good tool provider will run extensive tests on PCD tools using composite materials to provide clear data on performance and life expectancy to help drive more predictable results. They’ll also be able to extend the life of the tool through reconditioning, which is an area that has seen improvement in recent years. Where previously you could resharpen a PCD tool two or three times, you can now resharpen some tools up to 10 times. The cost of resharpening is typically 20 percent the cost of a new tool, so this dramatically increases the return on investment.
Stay Sharp To Avoid Delamination
Composites are often made up of multiple layers of carbon fiber and other materials that are prone to separation during ineffective machining processes. This separation of layers, also known as delamination, can have detrimental consequences on the structural integrity and surface quality of the component.
To avoid delamination, it’s essential to use tool geometries that minimize lifting of the material. For example, choosing a milling tool for material removal with a low helix angle — maybe 10 degrees or 15 degrees at most — will keep milling operations from pulling the material apart. Additionally, choosing tools that maintain a sharp edge longer, like drills with PCD tips, will minimize risk of delamination. Once a tool begins to dull, it will immediately begin pushing the material, rather than making a smooth cut, and cause splintering.
Keeping tools sharp is critical here. Don’t push the limits on the life expectancy of your cutting tools; change them out when they begin to lose their edge. Managing tool wear by utilizing different cutting edges of the tool will also help maintain that tool sharpness longer. Positioning a tool to cut further up on the flutes in a side milling operation, for example, will help disperse tool wear more evenly and extend the life of the tool — minimizing risk of pushing and delaminating the material.
Aggressive Cuts Are the Key to Composites

A typical machine operator listens during the cutting process and tends to reduce the cutting speed and feed rate when something doesn’t sound right. This is also a common practice to try and conserve tool life. But this careful approach to machining will often lead to problems in composite materials. The sounds of composite machining are much harder to read and going too low on the feed and chip load (the width of chips produced by a cutting edge on each rotation) will lead to rubbing, chatter and delamination.
When cutting into composites, it’s critical to stay aggressive, maintaining cutting parameters of 6,000 to 10,000 rpm and high chip loads in the range of 0.002"-0.003" per tooth/min. If you run tools under a 0.001” chip load, you’ll destroy your tools very quickly. Using PCD tools here will allow operations to maintain the aggressive cuts needed.
Aggressive cutting with large chips also helps minimize heat buildup in the material by transferring the heat through the chip and to the tool. This is especially important when working with thermosets and thermoforms, so the material doesn’t adhere to the tool. In many applications, managing heat with coolants is not typically an option because of the amount of dust produced by composites. The dust mixes with the coolant and creates an abrasive paste. Coolant can also get in between the composite layers and ruin the integrity of the material. To keep heat down, shops can use a cold air gun in the cutting zone with an adequately sized dust collection system as a low-cost solution.

Secure the Setup With a Rigid Grip
Rigid and secure tool holding is essential, otherwise your investment in good tooling will be wasted with chatter in the cut. Hydraulic chucks will minimize run-out and the chance of tool pullout, either of which makes for a bad day when plowing through a $40,000 airfoil. And at higher spindle speeds (anything above 20,000 RPM) it’s best to have the tool holders balanced as a complete assembly, with the cutting tool and retention knob installed.
Gripping the composite workpiece is also important. Vacuum fixtures are useful if the workpiece has enough surface area to create sufficient gripping force. In most cases, special jigs are the best option, especially for the complex, three-dimensional shapes common with composite workpieces. Jigs should be designed to avoid any unsupported cutting areas while still gripping securely enough to prevent movement and vibration in the part.
Know Your Material and Be Prepared for Variation
Composites come with a wide variety of physical and chemical properties. They can have a wide range of constituent materials that are incorporated through matrices or layered reinforcements. Understanding your material and how it behaves during the machining process is essential for achieving an optimal machine setup.
For example, a unidirectional material composed of a single layer can create unique challenges in machining operations. Shops will need to approach the cut from the proper angle and direction, and in some cases will need to use a compression style tool that approaches the cut from both the top and bottom of the material.

Adding to the challenge, composites are often stacked with other materials, like titanium, aluminum or copper, in all sorts of combinations to enhance the materials’ properties or structural support. When drilling through these multiple materials, shops need to understand how each material will interact with the tool. With stacked carbon fiber and aluminum, operators can maintain the same aggressive cutting speed for the duration of the cut, but if the composite is stacked with harder materials like titanium, they may need to adjust the cutting speed and feed rate accordingly for each layer.
Partner With a Tool Provider for More Confidence in Your Cut
With so much variation in composite materials, getting the right machine setup with the right processes and the right cutting tools may seem overwhelming. Testing on a new component or material can be extremely difficult, especially if you cannot afford to take a machine out of production.
Here’s where the right tool provider becomes more of a partner; besides tooling recommendations, they can be an invaluable resource to help get new component production up and running. It’s important to work with a provider that has engineering and support services, not only to guide in tool selection, but also to help with tool path programming, simulations and actual machining in a test facility using the same type of equipment as your shop.
Composite machining often involves tolerances that are just as tight as metal machining and with just as many cutting variations. Using the right tools, the right setup and the right techniques will help ensure success with more reliable aerospace production.
This article was written by David DenBoer, Aerospace Specialist Round Tools, Sandvik Coromant (Mebane, NC). For more information, visit here .
More From SAE Media Group
Aerospace & Defense Tech Briefs
Dry Drilling Composites Using Carbon Dioxide Cooling
Aerospace & Defense Tech Briefs
‘Nanostitches’ Enable Lighter and Tougher Composite Materials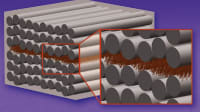
Aerospace & Defense Tech Briefs
How Advanced Vacuum Bag Kits Streamline Composite Parts Manufacturing
Automotive Engineering
BMW’s Back at Carbon Fiber with Award-Winning Motorcycle Swingarm
Aerospace & Defense Tech Briefs
Composite Repair Engineering Case Studies for U.S. Army Aerostructures
Automotive Engineering
Weaving a New Future for Composites
Aerospace & Defense Tech Briefs
High-Flying Output: Key Machining Techniques for Structural Aircraft Components
Automotive Engineering
Linking Embroidery and Carbon Fiber to save Weight and Cost
Tech Briefs
Conductive Carbon Fiber Polymer Composite
Medical Design Briefs
A Versatile Tool for CNC Machining of Medical Devices
Aerospace & Defense Tech Briefs
Using Thermoplastic Composites for Aerospace Applications
Aerospace & Defense Tech Briefs
Thermoplastic Composites to Play Enhanced Role in Next-Generation Aerospace Applications

Medical Design Briefs
Pulsed Electrochemical Machining for Complex Medical Devices
Aerospace & Defense Tech Briefs
Advanced CT Inspection and Data Analysis
Aerospace Manufacturing and Machining INSIDER
Can This Self-Healing Composite Make Airplane and Spacecraft Components Last for Centuries?

Tech Briefs
Fiber-Metal Laminate Manufacturing Technique

Aerospace & Defense Tech Briefs
Using Thermoplastics in Aerospace Applications
Aerospace & Defense Tech Briefs
Quantitative Diagnostics of Multilayered Composite Structures with Ultrasonic Guided Waves
Tech Briefs
A Self-Healing Structural Composite
Aerospace & Defense Tech Briefs
Overcoming Machining Productivity Challenges with Aerospace Components
Automotive Engineering
BAAM Gets Bigger

Aerospace & Defense Tech Briefs
Biobased Carbon Fibers and Thermosetting Resins for Use in DOD Composites Applications

Aerospace & Defense Tech Briefs
Computer Simulation’s Role in Advancing Composite Aircraft Structures
Top Stories
INSIDERMaterials
![]() How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
INSIDERAerospace
![]() FAA to Replace Aging Network of Ground-Based Radars
FAA to Replace Aging Network of Ground-Based Radars
NewsUnmanned Systems
![]() CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
NewsSoftware
![]() Rewriting the Engineer’s Playbook: What OEMs Must Do to Spin the AI Flywheel
Rewriting the Engineer’s Playbook: What OEMs Must Do to Spin the AI Flywheel
Road ReadyTransportation
![]() 2026 Toyota RAV4 Review: All Hybrid, All the Time
2026 Toyota RAV4 Review: All Hybrid, All the Time
NewsSoftware
Webcasts
Automotive
![]() E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
Transportation
![]() Hydrogen Engines Are Heating Up for Heavy Duty
Hydrogen Engines Are Heating Up for Heavy Duty
Automotive
![]() Advantages of Smart Power Distribution Unit Design for Automotive...
Advantages of Smart Power Distribution Unit Design for Automotive...
Automotive
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design...
Quiet, Please: NVH Improvement Opportunities in the Early Design...
Power
![]() A FREE Two-Day Event Dedicated to Connected Mobility
A FREE Two-Day Event Dedicated to Connected Mobility
Power
![]() Powering America’s EV Future: Connect, Collaborate, Innovate
Powering America’s EV Future: Connect, Collaborate, Innovate