

Hydraulic Testing of Polymer Matrix Composite 102mm Tube Section
Research could lead to development of a composite material that can be processed at a low temperature and still be used at 1000°F.
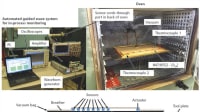
The objective of this research was to hydraulically pressurize the internal diameter of one 102mm Polymer Matrix Composite (PMC) over-wrapped cylinder up to 25,000 pounds per square inch (psi) and during pressurization, in real time, collect and store pressure and strain data simultaneously. Strain data must be captured from the inside diameter of the oil filled metallic cylinder and from the outside diameter of the composite over-wrap material.

To do this, the test specimen was machined to a 15” height with seal pockets on each end. The seal pockets house the top and bottom enclosures. A 12” undercut was machined on the outside diameter for PMC over-wrapping. The test specimen evaluated had an average OD of 5.1366” which resulted in a nominal composite wall thickness of 0.2183”.
Four strain gages were placed 90 degrees apart from each other on the test specimen bore to measure strain in the hoop direction. Axial location of the interior strain gages was in the center of the test specimen. On the exterior surface of the test specimen, four rosette strain gages were placed in the same radial and axial location on the outside PMC material.
Each interior hoop direction strain gage contained a three-wire set-up for ease of balancing the bridge. Each internal strain gage wiring system was insulated from the test specimen due to grounding loops, which cause noise in the test data. Polyethylethylketone (PEEK) material was utilized for this purpose.
1080 series steel piano wire of 0.040” in diameter was silver soldered to cylindrical 4340 steel connector pin housings. Harris brand “Stay-Clean” liquid flux and “Stay-Brite” silver solder was used by bringing the wire and pin housing to 500°F and soldering the two together. The silver soldered sub-assembly was placed inside the cylindrical shaped PEEK insulating seal.
The entire assembly was placed inside a counterbore in the top and bottom enclosures. Located at the bottom of the counterbores was a disc of PEEK material separating the silver soldered assembly from the enclosure. O-ring seals were used between the connector pin and the inside diameter of the PEEK material. Another o-ring was used for sealing pressure between the outside diameter of the PEEK material and the counterbore in the top and bottom enclosure.
All wires for the respective internal strain gages were connected to piano wires. As a result, there were six wires running through the top and bottom end closures in order to successfully read the four internal strain gages. Placed over the top and bottom end closures were cover plates, which accept and protect the strain gage wires. The set-up enables the wires to be connected to the computerized data acquisition system, located outside the test cell.
For testing conducted in 2005 for similar composite cylinders, strain data was successfully collected on the interior strain gages and correlated well with the exterior gages. This test was conducted several times around the 2002 - 2005 timeframe as a screening test for different polymer composite overwrapped cylinders, but the data was never published. The goal of the test was to see if there was a lag between the internal and external strain gages. Any lag between the gages would indicate that there was a gap between the steel substrate and the composite overwrap.
The cylinder under study this time was produced under the Phase I of the “Low-Cost Low Temperature Processed Polyorganosiloxane Armament Composites with High Temperature Durability” SBIR, the goal of which is to develop a composite material that can be processed at a low temperature and still be used at 1000°F. Normally a composite cannot be used above its cure / melt temperature. This causes issues as thermoset composites become soft during cure and don't assume their final shape until after cure and they have a very low coefficient of thermal expansion (CTE) compared to metals. So, during cure of a thermoset composite over a steel substrate, the steel would expand as the temperature increased, the composite would soften allowing the expansion, and then set its final shape at the cure temperature. As the steel cools it shrinks, but the composite doesn't, forming a gap. The material developed under this ILIR can be moisture cured at room temperature so the difference in CTE between the steel and composite should not result in a gap forming after cure.
This work was done by Lucas B. Smith and Andrew G. Littlefield for the Armament Research, Development and Engineering Center. ARDEC-0002
This Brief includes a Technical Support Package (TSP).
Hydraulic Testing of Polymer Matrix Composite 102mm Tube Section
(reference ARDEC-0002) is currently available for download from the TSP library.
Don't have an account?
More From SAE Media Group
Tech Briefs
Fiber-Metal Laminate Manufacturing Technique
Aerospace & Defense Tech Briefs
Novel Whisker Mitigating Composite Conformal Coat Assessment
Aerospace & Defense Tech Briefs
Thermal Conductivities of Some Polymers and Composites
Aerospace Manufacturing and Machining
Scaling Low-Cost Carbon Fiber Production with Oxidation Technology
Aerospace Manufacturing and Fabrication
New Products & Services
Tech Briefs
Using 3D Printing to Strengthen Jet Engines
Aerospace & Defense Tech Briefs
Sensing Applied Load and Damage Effects in Composites with Nondestructive Techniques

Aerospace & Defense Tech Briefs
Evaluation of Additively Manufactured Ultrahard Steels
Automotive Engineering
Lightweight Steel on a (Cold) Roll
Tech Briefs
5 Ws of Puncture-Proof Soft Electronics

Tech Briefs
Compact, Lightweight, CMC-Based Acoustic Liner
Tech Briefs
New on the Market: April 2021

Automotive Engineering
Virtual and Physical Testing of Third-Generation High Strength Steel
Photonics & Imaging Technology
Fiber Lasers for Powertrain Welding Applications
Aerospace & Defense Tech Briefs
Burner Rig Testing of A500® C/SiC
Aerospace & Defense Tech Briefs
Evaluation of Peel Ply Surface Preparation of Composite Surfaces for Secondary Bonding

Aerospace & Defense Tech Briefs
Thermoplastic Composites to Play Enhanced Role in Next-Generation Aerospace Applications
Aerospace & Defense Tech Briefs
Designing Sensory and Adaptive Composite Materials
Medical Design Briefs
What Medical Device OEMs Should Know About Outsourced MIM
Aerospace & Defense Tech Briefs
Pulse Plasma Nitriding for Aerospace Applications

Aerospace & Defense Tech Briefs
‘Nanostitches’ Enable Lighter and Tougher Composite Materials
Overview
I cannot find relevant information regarding the specific content of the document you mentioned. However, based on general knowledge, a typical technical report like the one described would likely include the following elements:
The report would begin with an introduction outlining the purpose of the study, which in this case involves hydraulic testing of a polymer matrix composite 102mm tube section. It would detail the significance of the research, possibly highlighting the applications of polymer matrix composites in various industries, such as aerospace, automotive, or civil engineering.
The methodology section would describe the experimental setup used for the hydraulic testing, including the materials, equipment, and procedures followed. This would provide insights into how the tests were conducted, the parameters measured, and the conditions under which the tests were performed.
Results would be presented in a clear and organized manner, often accompanied by tables, graphs, or charts to illustrate key findings. This section would summarize the performance of the polymer matrix composite under hydraulic pressure, including any observed failure modes, stress-strain behavior, and comparisons to expected performance metrics.
The discussion section would interpret the results, explaining their implications for the use of polymer matrix composites in practical applications. It might address the advantages and limitations of the material tested, as well as recommendations for future research or improvements in testing methods.
Finally, the report would conclude with a summary of the key findings and their relevance to the field. It may also include acknowledgments, references, and appendices with additional data or information that supports the main text.
If you have specific details or sections from the document that you would like summarized, please provide them, and I would be happy to assist further!
Top Stories
NewsRF & Microwave Electronics
![]() Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
INSIDERAerospace
![]() A Next Generation Helmet System for Navy Pilots
A Next Generation Helmet System for Navy Pilots
INSIDERDesign
![]() New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
INSIDERMaterials
![]() How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
NewsPower
![]() Ford Announces 48-Volt Architecture for Future Electric Truck
Ford Announces 48-Volt Architecture for Future Electric Truck
ArticlesAR/AI
Webcasts
Electronics & Computers
![]() Cooling a New Generation of Aerospace and Defense Embedded...
Cooling a New Generation of Aerospace and Defense Embedded...
Automotive
![]() Battery Abuse Testing: Pushing to Failure
Battery Abuse Testing: Pushing to Failure
Power
![]() A FREE Two-Day Event Dedicated to Connected Mobility
A FREE Two-Day Event Dedicated to Connected Mobility
Unmanned Systems
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Automotive
![]() Advantages of Smart Power Distribution Unit Design for Automotive &...
Advantages of Smart Power Distribution Unit Design for Automotive &...
Energy
![]() Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance
Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance