

Evaluation of Peel Ply Surface Preparation of Composite Surfaces for Secondary Bonding
Reducing process steps associated with hybridized structures could reduce manufacturing costs.
Lightweight composite structures offer significant long-term cost-saving opportunities for the U.S. Army as replacements for traditional metal structures. However, high-strength economical bonding processes must be developed to join composites in order for them to be viable replacements. The Army is exploring approaches, also under evaluation in the commercial aerospace industry, to reduce the process steps associated with composite bonding.
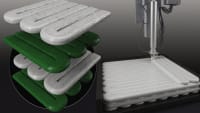
A potential single-step process for preparing composite surfaces uses removable fabrics known as peel plies, which are cured to the composite surface during fabrication. Traditionally, peel plies have not been a reliable media for creating optimal bonding surfaces. However, pre-impregnated versions, known as wet peel plies, show significantly improved potential, though at a greater cost compared to their traditional dry fabric counterparts, in creating excellent composite bonding surfaces. Still, reducing the processing steps would reduce overall cost and shorten production lead times of composite systems for the Army in applications such as composite armor and structural vehicle components.
Typically, dry peel ply fabrics have been used as a protective layer for the composite surface after fabrication. The peel ply is removed prior to surface preparation methods for secondary bonding, which include mechanical abrasion, chemical treatments, cleaning, and inspection. The success or failure of a peel ply to create a bondable surface is defined by its ability to consistently provide clean and highly chemically active substrates.
Successful removal of a peel ply requires fracture within the resin matrix between the peel ply and reinforcement fibers, and complete removal of the peel ply fabric without residual fiber transfer. Undesirable modes of removal include interfacial fracture between the peel ply and the matrix, peel ply fracture, and inter-laminar failure within the composite. Transfer of release agents used to facilitate their removal has been widely shown to have significant negative influence on bond performance. Virtually all previous studies that focus on the effects of peel plies on composite bonding conclude that there is no universally acceptable peel ply.
Most current commercially available peel plies are dry fabrics with or without a release coating applied. Typical yarn types are nylon, polyester, and fiberglass in various weave styles. Common release coatings include silicone, polyamide, and polytetrafluoroethylene (PTFE). Non-coated fabrics are typically polyester because it is highly inert. Several fabric characteristics reported to be critical to successful release include yarn type, weave style, and release coating. However, previous studies show varying conclusions regarding the influence of peel ply characteristics on bond performance.
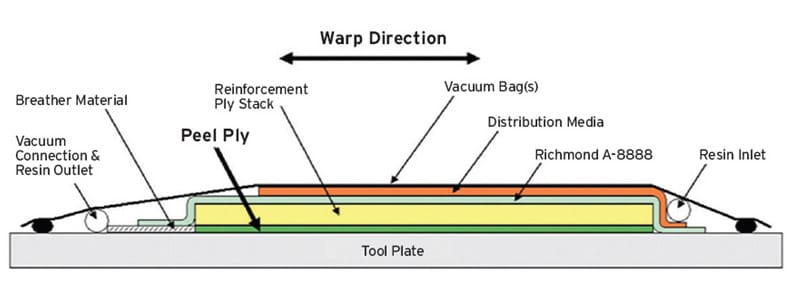
This work examines surface preparation methods for secondary bonding of composite substrates using FM® 94K (Cytec, Havre de Grace, MD) epoxy film adhesive. Laminates using the U.S Army legacy composite system consisting of plain-woven S2 fiberglass (BGF, Greensboro, NC) and SC-15 epoxy resin (Applied Poleramic Inc., Benicia, CA) were prepared by the Vacuum Assisted Resin Transfer Molding (VARTM) process. Two methods were used for tool-side surface preparation: various commercial off-the-shelf (COTS) peel plies, and peel ply in combination with grit blast-prepared surfaces. Nonprepared virgin surfaces and grit blast only-prepared surfaces were also compared.
This work was done by Jared M. Gardner, James P. Wolbert, Larry R. Holmes, Jr., and Daphne D. Pappas for the Army Research Laboratory. ARL-0216
This Brief includes a Technical Support Package (TSP).
Evaluation of Peel Ply Surface Preparation of Composite Surfaces for Secondary Bonding
(reference ARL-0216) is currently available for download from the TSP library.
Don't have an account?
More From SAE Media Group
Tech Briefs
Fiber-Metal Laminate Manufacturing Technique
Aerospace & Defense Tech Briefs
Hydraulic Testing of Polymer Matrix Composite 102mm Tube Section
Tech Briefs
AERoBOND: Large-Scale Composite Manufacturing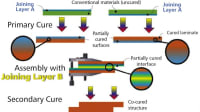
Tech Briefs
Joining Gun Bonds Metal and Plastic in Seconds

Aerospace & Defense Tech Briefs
Novel Whisker Mitigating Composite Conformal Coat Assessment
Tech Briefs
Fiber Metal Laminates Made by the VARTM Process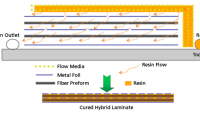


Tech Briefs
Composite-Material Pipes for Liquid Hydrogen
Automotive Engineering
BMW’s Back at Carbon Fiber with Award-Winning Motorcycle Swingarm
Aerospace & Defense Tech Briefs
Designing Sensory and Adaptive Composite Materials
Medical Design Briefs
‘Hyper Glue’ Could Be Used for Medical Implants


Tech Briefs
Precision CNT Cutting Mechanism
Automotive Engineering
Lighter, Recyclable Body Seal from Cooper Standard Wins SAA Award
Tech Briefs
Technology Remedies 3D Printing’s “Weak Spot”
Aerospace & Defense Tech Briefs
Multifunctional Shear Pressed CNT Sheets for Strain Sensing and Composite Joint Toughening

Aerospace & Defense Tech Briefs
How Advanced Vacuum Bag Kits Streamline Composite Parts Manufacturing
Aerospace Manufacturing and Machining
Getting the Most Out of Laser Wire Additive Manufacturing
Tech Briefs
Automated Tow/Tape Placement System
Automotive Engineering
Lightweight Steel on a (Cold) Roll

Medical Design Briefs
What Medical Device OEMs Should Know About Outsourced MIM
Overview
The document titled "Evaluation of Peel Ply Surface Preparation of Composite Surfaces for Secondary Bonding" presents research conducted by the U.S. Army Research Laboratory, focusing on improving the bonding processes of composite laminates. The study addresses the high costs associated with building composite structures and explores methods to streamline surface preparation for secondary bonding, a critical step in ensuring strong adhesive connections.
The research specifically investigates peel ply surface preparation methods, which are designed to create clean and chemically active surfaces for bonding. The study utilizes FM 94K epoxy film adhesive and examines the effectiveness of various peel ply materials through mechanical testing, elemental surface analysis, and high-resolution imaging of failure surfaces. The composites tested were woven S2 fiberglass infused with SC-15 toughened epoxy resin, fabricated using the Vacuum Assisted Resin Transfer Molding (VARTM) process.
Nine commercial peel ply products, both dry and impregnated, were evaluated. Two primary surface preparation methods were compared: surfaces prepared solely with peel ply and those prepared with a combination of peel ply and grit blasting. The report details the testing results, which include both quantitative and qualitative analyses of the different preparation methods' effects on bond performance.
To assess the surface characteristics, the study employed X-Ray Photospectroscopy (XPS) and Scanning Electron Microscopy (SEM) analyses. XPS was used to analyze the near-surface composition of the prepared composite surfaces, while SEM provided high-resolution images to examine any surface damage or fiber transfer resulting from the peel ply removal process. Lap shear tests were conducted according to ASTM D5868 standards to evaluate the bond strength of the different surface preparation methods.
The findings highlight the technical challenges and influential factors affecting the effectiveness of peel ply in bonding performance. The report concludes with recommendations for future work, emphasizing the need for further exploration of surface preparation techniques to enhance the reliability and cost-effectiveness of composite bonding processes.
Overall, this research contributes valuable insights into the optimization of surface preparation methods for composite materials, which is crucial for advancing the use of hybridized structures in military and industrial applications.
Top Stories
NewsRF & Microwave Electronics
![]() Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
INSIDERAerospace
![]() A Next Generation Helmet System for Navy Pilots
A Next Generation Helmet System for Navy Pilots
INSIDERDesign
![]() New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
INSIDERMaterials
![]() How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
NewsPower
![]() Ford Announces 48-Volt Architecture for Future Electric Truck
Ford Announces 48-Volt Architecture for Future Electric Truck
ArticlesAR/AI
Webcasts
Electronics & Computers
![]() Cooling a New Generation of Aerospace and Defense Embedded...
Cooling a New Generation of Aerospace and Defense Embedded...
Automotive
![]() Battery Abuse Testing: Pushing to Failure
Battery Abuse Testing: Pushing to Failure
Power
![]() A FREE Two-Day Event Dedicated to Connected Mobility
A FREE Two-Day Event Dedicated to Connected Mobility
Unmanned Systems
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Automotive
![]() Advantages of Smart Power Distribution Unit Design for Automotive &...
Advantages of Smart Power Distribution Unit Design for Automotive &...
Energy
![]() Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance
Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance