

Getting the Most Out of Laser Wire Additive Manufacturing

When the topic of additive manufacturing in metal comes up, most people picture Selective Laser Sintering (SLS) powder-based systems. But these aren’t the only methods of printing metals.
Speaking specifically to the laser wire additive manufacturing process (LWAM), these systems can offer some exciting benefits over SLS, like build areas three times the average powder-based system and larger, but they also come with their own set of constraints that require the design engineer to understand in order to bring out the potential of the process. The best place to start is getting a handle on how laser wire additive manufacturing works.
In contrast with SLS machines, the LWAM process is a Directed Energy Deposition (DED) fabrication process for metal 3D printing that uses a laser heat source to create a molten pool. Using a wire-based format, the material is fed into the molten pool, where it is melted and subsequently solidified in successive layers. The part is built up layer by layer as directed by a 3D deposition path onto a substrate that is compatible with the deposition material. After the printing is complete, some metals or parts may need stress-relieving after treatment to resolve forces acquired throughout the disposition process before it can be finish machined.



In another departure from powder 3D printing systems, many LWAM systems like the ADDere system use a six-axis robot and a two-axis positioning table. This provides the ability to set a deposition posture and allow five axis of build freedom to articulate both the printing head as well as the component being printed.
The LWAM process does offer metallurgical qualities that typically exceed casting and can rival billet of the same materials, due to the fine resolution laser controls and proper shielding. Tests have shown that there could be a marginal amount (1-2%) of anisotropy in printed materials, but the grain structures have shown to be exhibiting high strength crystalline structures and nearly zero porosity or inclusions. Independent tests have shown LWAM printed materials typically meet ASTM standards.
It is recommended that the customer do their own testing on materials from the process especially if the component will find itself in extreme performance conditions. Typically, LWAM printers offer the ability to test print materials before the component is printed. But with any process there are constraints. LWAM is no different.
Certainly, with LWAM there are few cases in which it could compete directly with current SLS technologies, but there are capabilities that take laser wire printing far beyond what can be done with SLS – for the right audience. It’s important to know LWAM’s constraints to understand where the process could help and where it could not.

The most noticeable LWAM constraint is it simply cannot achieve the resolution afforded by powder-based systems. This is due to the method used in depositing materials. Wall widths of 5-6 mm and layer heights of around 1 mm have proven to be the best compromise between printing speed and detail quality, although the system may be able to create path widths of perhaps half that or much wider with sufficient tuning.
This means features smaller than the standard wall width will need to be created by a subtractive process or designed out of the part. It also means the tolerances are just not there to rely on features like through holes or alignment slots being shaped precisely for mechanical needs without resorting to secondary machining processes.
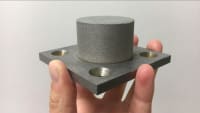
The lower resolution stemming from the comparatively larger deposition paths mentioned above creates parts that should be considered essentially ‘near-net shape parts.’ LWAM parts bear greater similarity to the level of finish quality found in the sand cast parts being made today. As such, LWAM produced parts do typically require finishing processes, just like castings.

On the other hand, LWAM’s ability to print at wider path widths opens the opportunity for much faster deposition rates than can be achieved through powder-based additive processes. Larger parts can be printed faster. Material deposition rates of over 30 lb/hr have been achieved with some systems. The thicker path widths also open the door to more efficient printing of high-mass components than is feasible with a powder system, such as transmission cases, engine mounts and large structural elements.
These thicker paths and layers tend to also create a rougher finish than powder processes, even though the printed metal is, in a metallurgical sense, a contiguous material. That texture is noticeable to the naked eye and the finish changes with the material printed, but surface roughness is not beyond what’s commonly found in sand-casted parts.
Communication is key to a successful build. A design engineer using LWAM should be made aware and design for secondary processes to drive finish tolerances into the part. Further, making the printer aware of these areas where machining will be necessary allows the printer to add additional material in critical areas to ensure the downstream processes are successful.
Many 3D printing systems allow for the addition of temporary structures printed around the part to facilitate more complex shapes. At this point in time, this is not available with the LWAM process in the conventional sense. Care must be taken to design with this limitation in mind. Overhangs of greater than 45 degrees and bridges tend to cause the most concern in printing components. If the part absolutely requires a certain overhang or bridge and the process cannot support it, the feature may need to be created with secondary processes.

With a six-axis deposition system, there can be more opportunity to work around complex shapes including overhangs and bridges. Sometimes, the necessity for structural build support can be reduced or eliminated as the multiple axes have allowed for greater design freedom than what’s possible with gantry-based systems. The added axes allow for positioning the printed part and head in positions where certain features and overhangs could be created with articulation rather than support. For instance, a part could be built up on the z-axis. Then a secondary feature could be built perpendicular to that axis by rotating the part in the machine. This ability is being developed more and more but it shouldn’t be taken for granted in solving complex overhangs in a part. Best to partner with the printer to understand what can be achievable with multi-axis systems.

Much like fused deposition plastic printers, the LWAM process requires a substrate to apply deposition to. This substrate has to be made of a compatible material for the metal being printed. The substrate requirement necessitates the part design to have a flat surface where the part can be built from. Usually the substrate is made of the same material as the metal being deposited. In a departure from the plastic machines, LWAM systems essentially weld the printed part to the substrate during the process. An engineer will either have to design the substrate into the part or the substrate must be removed after printing is completed.

More ingenious designers have sidestepped the issue by integrating the build surface into the part, as some LWAM systems, like ADDere, can print on both sides of the substrate. Parts with cleverly integrated substrates could see measurable cost savings.
With these traits, Laser Wire Additive Manufacturing of metal components could reliably be used as an alternative to conventional, very large-scale part prototyping processes. The time it takes for a LWAM system to create a near-net shape part is about the same time a casting firm would need to create a pattern. When multiple iterations are needed to solve complex performance issues, this time savings could reduce development times to months rather than years.
As long as the system’s limitations are properly understood, LWAM may offer benefits not realized in conventional manufacturing processes, as well. For instance, a process that requires large billets of material to be removed has great potential for cost savings using the LWAM process even though final machining is required in both. A LWAM print could get firms over 80% of the way to a finished part without having to spend an inordinate amount of time on a machining center or having to account for the bulk of some expensive removed material recovering as little as a tenth of its value in scrap.
While this article is only a general overview of the capabilities and limitations of the Laser Wire Additive Manufacturing process, the technology continues to evolve and grow its abilities at a fast pace. Currently, the process offers a number of up-sides for the right industry and applications, opening the door to large-scale, high-mass additively made components, provided the designer understands the intricacies of the LWAM process.
This article was written by Eric Fescenmeyer, Marketing Manager, ADDere, A Division of Midwest Engineered Systems (Waukesha, WI). For more information, visit here .
More From SAE Media Group
Aerospace & Defense Tech Briefs
Low Distortion Titanium in Laser Powder Bed Fusion Systems

Photonics & Imaging Technology
Clean Technology Lasers: The New Tool in Surface Pre-Treatment for Superior Coating Adhesion
Aerospace & Defense Tech Briefs
Evaluation of Additively Manufactured Ultrahard Steels
Medical Design Briefs
Manufacturing 3D Metal Parts Efficiently
Aerospace & Defense Tech Briefs
High-Strength Aluminum Powder Developed for Additive Manufacturing in Aerospace, Automotive
Tech Briefs
Method 3D-Prints Marine-Grade Stainless Steel
Tech Briefs
Sustainable 3D-Printed Magnets
Aerospace & Defense Tech Briefs
3D Printable Superalloy
Tech Briefs
Using 3D Printing to Strengthen Jet Engines
Off-Highway Engineering
EOS Releases Four New Metal Materials for Series Additive Manufacturing
Aerospace & Defense Tech Briefs
Laser Wire Additive Manufacturing System
Automotive Engineering
Stratasys LPM Technology Marries Additive Manufacturing, Short-Run Metal Parts Production
Aerospace & Defense Tech Briefs
Finding the Perfect Aluminum for Additive Manufacturing
Photonics & Imaging Technology
Fiber Lasers for Powertrain Welding Applications
Photonics & Imaging Technology
LLNL Finds Reason Behind Defects in 3D Printing
Aerospace Manufacturing and Machining
Lightweighting Parts Using 3D Metal Printing
Off-Highway Engineering
MELD Exploits Plastic Deformation of Metals with Non-Melt Additive Manufacturing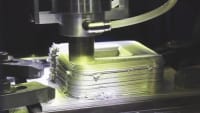

Tech Briefs
Rapid 3D Printing of Biomedical Parts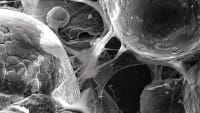
Tech Briefs
Product of the Month

Tech Briefs
5 Ws Of LEDs for 3D Metal Printing
Tech Briefs
How Metal 3D Printing is Redefining Part Design
Sensor Technology
Acoustic Monitoring of Laser Welds
Top Stories
NewsRF & Microwave Electronics
![]() Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
INSIDERAerospace
![]() A Next Generation Helmet System for Navy Pilots
A Next Generation Helmet System for Navy Pilots
INSIDERDesign
![]() New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
INSIDERMaterials
![]() How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
NewsPower
![]() Ford Announces 48-Volt Architecture for Future Electric Truck
Ford Announces 48-Volt Architecture for Future Electric Truck
ArticlesAR/AI
Webcasts
Electronics & Computers
![]() Cooling a New Generation of Aerospace and Defense Embedded...
Cooling a New Generation of Aerospace and Defense Embedded...
Automotive
![]() Battery Abuse Testing: Pushing to Failure
Battery Abuse Testing: Pushing to Failure
Power
![]() A FREE Two-Day Event Dedicated to Connected Mobility
A FREE Two-Day Event Dedicated to Connected Mobility
Unmanned Systems
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Automotive
![]() Advantages of Smart Power Distribution Unit Design for Automotive &...
Advantages of Smart Power Distribution Unit Design for Automotive &...
Energy
![]() Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance
Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance