

Low Distortion Titanium in Laser Powder Bed Fusion Systems

Using a layer-by-layer approach during the additive manufacturing (AM) process, laser powder bed fusion technology (LPBF) can produce finished components directly from metal powder alloys with minimal post-processing required. Intricate designs can be realized in the final part directly from printing, allowing for greater freedom of design than when using traditional manufacturing technologies. In some cases, this approach reduces the complexity and number of parts in component assemblies. The powder-to-part manufacturing process, along with the increased freedom of design, makes additive manufacturing a disruptive process compared to traditional manufacturing techniques.
Although LPBF AM machines have increased in reliability over time, the material offerings in metal powder form have hardly changed. In most cases, traditional cast and wrought metal alloys are atomized into powder and used to manufacture parts via LPBF. While most powder alloys in AM can achieve mechanical properties similar to their cast and wrought counterparts, some alloy systems, like titanium, exhibit challenges. The most widely available and most-used titanium alloy in AM systems is Ti-6Al-4V (Ti-64).
The unidirectional heat extraction from the melting layer to the build plate and the rapid solidification rates inherent to the LPBF processes produce large equiaxed grains in the direction of the deposition in Ti-64 AM material. Due to titanium’s crystal structure and a martensite-rich microstructure produced during the LPBF process, Ti-64 stores high amounts of residual stress in the as-printed condition. This builtup stress can lead to premature build failures on thin and high-aspect-ratio parts, or even in thick parts with large amounts of melt areas. Even after a stress relief heat treatment step, these residual stresses can lead to heavy distortion in parts after build plate removal, creating both quality issues and high rejection rates (Figure 1). This challenge limits the opportunity for LPBF titanium part applications, leaving the users of the technology searching for solutions to this complex problem.

Unfortunately, there is little one can do during the LPBF process development to minimize these residual stresses in Ti-64 because they mostly stem from the alloy’s chemical composition. Titanium alloys are composed of two crystallographic phases in the material: hexagonal alpha phase and cubic beta phase. Ti-64 is considered an alpha-rich alloy, and the alpha phase is the main strengthening phase in Ti-64 via interface hardening mechanisms.
Among other elements, aluminum is responsible for the volume fraction of alpha phase in titanium alloys, and the relatively high amount of aluminum in Ti-64 gives this alloy its mechanical properties. Unfortunately, aluminum also raises the martensite start temperature of titanium alloys, thereby making the alloy more prone to phase changes being ‘quenched in’ during LPBF rapid cooling and the subsequent residual stress. Both the alpha phase and the martensite in Ti-64 are hexagonal close packed, which is generally more anisotropic than cubic crystal structures and can give rise to orientation-based variation in properties.
Recognizing this chemistry challenge, the engineers at Allegheny Technologies Incorporated (ATI) decided to apply decades of titanium metallurgy experience and expertise in additive manufacturing to find a solution. Understanding the connection between microstructural evolution and the LPBF process led the team to an investigation of beta-rich titanium alloys.
In contrast to alpha-beta phase alloys like Ti-64, beta-rich titanium alloys have a ductile and “soft” phase, which allows the titanium alloys to be hot-workable and formable. Examples of titanium alloys with more beta phase include Ti-5Al-5V-5Mo-3Cr and Ti-10V-2Fe-3Al. These have shown higher mechanical properties than Ti-64 in cast and wrought products. They are known to be more heat treatable due to slower alpha precipitation kinetics and lower martensite temperatures, which lends to wider process windows and adjustable mechanical properties in AM. Compared to Ti-64, some of these beta-rich alloys can avoid martensitic reactions, lower residual stresses, reduce part distortion, and improve dimensional stability and part yield of LPBF printed parts.
To put this to the test, ATI selected its Titan 23™ alloy, a beta-rich titanium alloy produced in ingot metallurgy and powder forms. It has shown superior tensile, fatigue, and crack growth properties in cast and wrought products over Ti-64. The alloy is capable of thick section hardenability up to a 10-inch diameter via natural air cooling due to its slow precipitation kinetics, which is unheard of in titanium alloys. As a global manufacturer specializing in specialty materials for the most challenging conditions, ATI provides a fully integrated approach to metal additive manufacturing, from powder metal to the final finished part. Expertise in both Electron Beam Melting and Direct Metal Laser Sintering are geared toward exacting and demanding performance environments, addressing demanding applications in aerospace, defense and medical markets.

After internal production of ATI Titan 23™ powder and LPBF samples, it was found that the alloy lacks martensitic structure due to its slow precipitation kinetics. This leads to parts with lower residual stresses and distortions that are three-times less compared to the same parts printed using Ti-64 (Figure 2). The reduced part failure due to lower part distortion allows ATI Titan 23™ to be used where Ti-64 is not an option. In addition, due to the heat treatability of beta-rich alloys, ATI Titan 23™ can be heat treated in a variety of ways to produce a full range of mechanical properties to suit the application.

Depending on the heat treatment used, ATI Titan 23™ is able to generate tensile properties 20% higher than Ti-64 (Figure 3). The combination of printability and heat treatability of beta-rich alloys, and in particular with ATI Titan 23 ™, make this alloy selection a potential solution for challenging titanium parts made in LPBF systems.
As the acceptance and application of additive manufacturing technology continues to evolve and grow, alloy selection will prove to be an important part of the development process. Selecting the right material up front can increase chances of success and open the door to new applications and performance enhancements. This journey continues for beta titanium alloys with the next phase of development with ATI Titan 23™ underway, including partnering with customers to solve their challenges and further explore the possibilities of next-generation additive parts.
This article was written by Richard Merlino, Senior Director of Additive Manufacturing; Brian Morrison, Director of Additive Manufacturing; and Matias Garcia-Avila, Ph.D., Principal Engineer in Additive Manufacturing Research and Development; Allegheny Technologies Incorporated (ATI) (Pittsburgh, PA). For more information, visit here .
More From SAE Media Group
Tech Briefs
Copper Strengthens 3D-Printed Titanium
Aerospace & Defense Tech Briefs
Evaluation of Additively Manufactured Ultrahard Steels
Aerospace Manufacturing and Machining
Getting the Most Out of Laser Wire Additive Manufacturing

Aerospace & Defense Tech Briefs
3D Printable Superalloy
Tech Briefs
Using 3D Printing to Strengthen Jet Engines
Aerospace & Defense Tech Briefs
High-Strength Aluminum Powder Developed for Additive Manufacturing in Aerospace, Automotive
Tech Briefs
Rapid 3D Printing of Biomedical Parts
Tech Briefs
Sustainable 3D-Printed Magnets
Off-Highway Engineering
EOS Releases Four New Metal Materials for Series Additive Manufacturing

Aerospace & Defense Tech Briefs
Finding the Perfect Aluminum for Additive Manufacturing
Off-Highway Engineering
MELD Exploits Plastic Deformation of Metals with Non-Melt Additive Manufacturing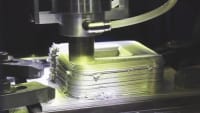
Tech Briefs
Liquid Metal Lattice
Medical Manufacturing and Machining
Ultrasound Helps Make 3D Printed Alloys Stronger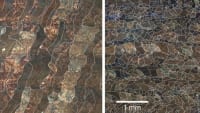
Automotive Engineering
Stratasys LPM Technology Marries Additive Manufacturing, Short-Run Metal Parts Production
Tech Briefs
Method 3D-Prints Marine-Grade Stainless Steel
Tech Briefs
5 Ws Of LEDs for 3D Metal Printing
Automotive Engineering
Lightweight Steel on a (Cold) Roll
Medical Design Briefs
What Medical Device OEMs Should Know About Outsourced MIM

Tech Briefs
Direct Metal Laser-Sintering of Titanium
Medical Design Briefs
Researchers Use Rust to Improve 3D-Printing Process
Air Force Research Laboratory Technology Horizons
Strain-Induced Porosity Model
Aerospace & Defense Tech Briefs
Pulse Plasma Nitriding for Aerospace Applications
Tech Briefs
Manufacturing Process for Aluminum Alloys
Top Stories
NewsRF & Microwave Electronics
![]() Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
INSIDERAerospace
![]() A Next Generation Helmet System for Navy Pilots
A Next Generation Helmet System for Navy Pilots
INSIDERDesign
![]() New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
INSIDERMaterials
![]() How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
NewsPower
![]() Ford Announces 48-Volt Architecture for Future Electric Truck
Ford Announces 48-Volt Architecture for Future Electric Truck
ArticlesAR/AI
Webcasts
Electronics & Computers
![]() Cooling a New Generation of Aerospace and Defense Embedded...
Cooling a New Generation of Aerospace and Defense Embedded...
Automotive
![]() Battery Abuse Testing: Pushing to Failure
Battery Abuse Testing: Pushing to Failure
Power
![]() A FREE Two-Day Event Dedicated to Connected Mobility
A FREE Two-Day Event Dedicated to Connected Mobility
Unmanned Systems
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Automotive
![]() Advantages of Smart Power Distribution Unit Design for Automotive &...
Advantages of Smart Power Distribution Unit Design for Automotive &...
Energy
![]() Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance
Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance