



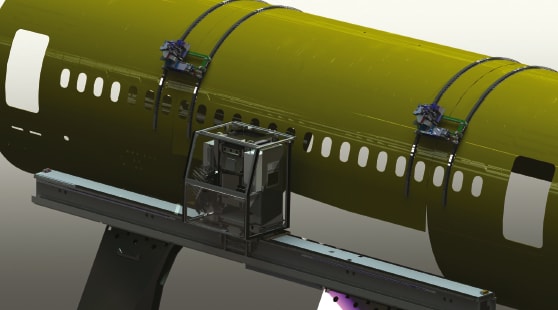
Automated drilling machine takes the burr out of fuselage joint
More than 1200 large-diameter (up to ¾-in) holes must be drilled into titanium/ carbon stacks for the side-of-body joint on a particular Boeing commercial aircraft fuselage. This is the joint between the upper shell (section 44) of the center fuselage and the lower corresponding section (section 45), which includes the wingbox and the landing gear well.

The upper shell material is mainly carbon-fiber-reinforced plastic (CFRP) reinforced with a thick titanium inner structure (Boeing prefers not to disclose any more specific aircraft design details). The upper shell is secured to section 45 on both sides by a long titanium side-of-body fitting.
Because manual drilling was not yielding consistent hole quality, Boeing decided to automate the side-of-body drilling process, teaming with Electroimpact to develop a solution.
Boeing required that the automated drilling process eliminate burrs between the layers to allow for one-up-assembly. One-up-assembly eliminates the need to remove the upper shell for cleaning and deburring, avoiding time- and cost-intensive operations.
Implementing an automated solution into existing assembly lines was complicated by the location of the work area, which is more than 15 ft above the factory floor.
The focus was first on stabilizing the drilling process. A support structure was needed to provide the necessary travel for a small drilling machine and to provide access to the fuselage and automated guided vehicle (AGV) system in the existing assembly lines. The resulting support structure (a long beam elevated on two columns) needed to be optimized for both stiffness as well as natural frequency due to the “inverted pendulum” effect of the layout. Electroimpact engineers used extensive FEA to optimize the structure for both low deflection and high natural frequency. As it turned out, the stiffest beam was not the most stable solution in this case.
Another key was developing an automated drilling machine that was light but that could also support the heavy drilling loads created when drilling holes in titanium of up to ¾-in diameter. Engineers had to take into account how these drilling forces would affect overall system (i.e., machine and structure) stability, which determines hole quality.

The drilling machine is an all-servo system capable of storing hundreds of drilling process parameters to provide custom drilling profiles for each hole type and material stack-up configuration. Hole quality and cycle times were optimized with the different profiles to control burrs at the material interfaces or transition points.
Parameters for up to five unique material layers could be referenced along with additional processes for breakthrough and countersink operations. Parameters include spindle speeds, feed rates, clamp force, peck times, and lubrication. To ensure that parameters were switched appropriately, drill depth was determined from either the tip or from the full diameter. This was extremely important when entering or exiting titanium, which would destroy cutters if CFRP parameters were used. Drill thrust and distance drilled is monitored to increase hole quantity and maximize drill life.
To achieve a drilling process for one-up-assembly, the machine is capable of installing a temporary doweling/ clamping fastener. It is programmed to automatically select a fastener based on the programmed stack thickness and install the fastener in certain holes. These fasteners provide the clamping force required to eliminate burrs from entering between the layers. Shifting of the different layers is prevented by having a close fit between the fastener and hole diameters.
The drilling and fastening processes are qualified by Boeing to achieve the one-up-assembly for the side-of-body joint.
The stability of the system (both the support structure and machine), controllability of the drilling process, and mobility of the machines provide Boeing with a flexible and reliable drilling system.
This article is based on SAE International technical paper 2013-01-2296 by Michael Assadi, Christopher Martin, and Eliot Siegel of Electroimpact Inc.; and Dennis Mathis of Boeing.
More From SAE Media Group
Aerospace & Defense Tech Briefs
Boeing advances automation with smart and portable orbital drilling tools for 787
Aerospace & Defense Tech Briefs
Dry Drilling Composites Using Carbon Dioxide Cooling
Aerospace & Defense Tech Briefs
Boeing Reveals Innovative Method of Building 777 Fuselages
Aerospace & Defense Tech Briefs
Cold Spray Technology
Aerospace & Defense Tech Briefs
CAD-CAM-CNC System
Aerospace & Defense Tech Briefs
Industry Invited to Participate in AeroTech Aerospace and Defense Technical Program
Aerospace & Defense Tech Briefs
Lockheed Martin and Arconic Collaborate on 3D Printing and Advanced Aerospace Materials

Aerospace & Defense Tech Briefs
Toho Tenax Develops 'Super-Heat-Resistant' Prepreg for Engine Apps
Aerospace & Defense Tech Briefs
SAE International Issues First Technical Standards for Aerospace Additive Manufacturing
Aerospace & Defense Tech Briefs
Additive Manufacturing Adoption Up, Growing Rapidly in Aerospace
Aerospace & Defense Tech Briefs
Robotic Rotational Molding Creates New Opportunities for Military and Aerospace Applications
Aerospace & Defense Tech Briefs
Sandwich Cores for the Future
Aerospace & Defense Tech Briefs
How to Install Coiled Spring Pins
Aerospace & Defense Tech Briefs
Rebar Tying Robot
Aerospace & Defense Tech Briefs
Sensing Applied Load and Damage Effects in Composites with Nondestructive Techniques
Aerospace & Defense Tech Briefs
Spectrum Fatigue of 7075-T651 Aluminum Alloy Under Overloading and Underloading
Motion Control & Automation Technology
Linear Guide Systems Streamline Aircraft Seat Assembly and Operation

Tech Briefs
How Much Do You Know About CNC Machining?
Aerospace & Defense Tech Briefs
Quality Management Experts Provide Guidance on AS9100 Standard, Equipment Calibration
Aerospace & Defense Tech Briefs
Advances in Adhesive Joining of Structural Components Focus of New Book from SAE International
Aerospace Manufacturing and Machining
Changing How the Aerospace Industry Makes Parts
Tech Briefs
New Printing Process Advances 3D Capabilities
Aerospace & Defense Tech Briefs
Computer Simulation’s Role in Advancing Composite Aircraft Structures
Aerospace & Defense Tech Briefs
Zwick Roell Provides Flexible Materials Testing over a Wide Temperature Range
Aerospace & Defense Tech Briefs
Industrial-Scale Metal 3D Printer
Aerospace Manufacturing and Machining INSIDER
Airbus Inaugurates New A320 Structure Assembly Line in Hamburg
Aerospace Manufacturing and Machining
Getting the Most Out of Industrial CT Scanning
Tech Briefs
5 Ws of Foldable Mechanical Devices
Top Stories
INSIDERManufacturing & Prototyping
![]() How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
INSIDERManned Systems
![]() FAA to Replace Aging Network of Ground-Based Radars
FAA to Replace Aging Network of Ground-Based Radars
NewsTransportation
![]() CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
NewsSoftware
![]() Accelerating Down the Road to Autonomy
Accelerating Down the Road to Autonomy
EditorialDesign
![]() DarkSky One Wants to Make the World a Darker Place
DarkSky One Wants to Make the World a Darker Place
INSIDERMaterials
![]() Can This Self-Healing Composite Make Airplane and Spacecraft Components Last...
Can This Self-Healing Composite Make Airplane and Spacecraft Components Last...
Webcasts
Defense
![]() How Sift's Unified Observability Platform Accelerates Drone Innovation
How Sift's Unified Observability Platform Accelerates Drone Innovation
Automotive
![]() E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
Power
![]() Hydrogen Engines Are Heating Up for Heavy Duty
Hydrogen Engines Are Heating Up for Heavy Duty
Electronics & Computers
![]() Advantages of Smart Power Distribution Unit Design for Automotive...
Advantages of Smart Power Distribution Unit Design for Automotive...
Unmanned Systems
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design...
Quiet, Please: NVH Improvement Opportunities in the Early Design...