



Reducing the High Cost Of Titanium
Titanium is neither a precious metal nor rare, yet among industrial metals it has the reputation for being very expensive. It's the fourth most abundant metallic element and the ninth most abundant of all the elements in the earth's crust. Its commercially useful oxide ore occurs in the minerals rutile and ilmenite and numerous iron ores, and exploitable ore deposits are liberally scattered around the world in Australia, Canada, India, Malaysia, Norway, Russia, South Africa and the U.S. But due to its properties and high cost it has often been referred to as unobtanium.
With such great abundance why is titanium so expensive?
There are two primary reasons. First, the cost of chemically extracting titanium from its ore, then turning it into ingots is very high. Second, processing the metal from ingot to finished mill products generates large amounts of expensive waste.
Typically, 15 – 40% of the starting ingot material becomes scrap during required conditioning steps. Titanium's reactivity at high temperatures with oxygen and nitrogen contributes to the high cost in both cases.
Among major structural metals, titanium is the youngest. Unlike iron, of which the first known artifacts shaped by humans date to approximately 3200 BC, titanium was not even identified as an element until the late 1700s. And it was not until 1937 that Luxembourg inventor Dr. Wilhelm J. Kroll developed a process demonstrating that it could be produced commercially. The Kroll process chemically reduces titanium tetrachloride with magnesium. Producers then either acid leach or more commonly vacuum distill the resulting sponge-like material to remove impurities and form the metal. After Kroll's demonstration, another eleven years of process development was required by the U.S. Bureau of Mines before the first commercial titanium sheet was produced.
How Titanium Is Produced
Titanium metal is produced from ore to mill product in three general steps:
the chemical reduction of ore to sponge (the agglomerated granules resemble a sea sponge);
melting the sponge (often in combination with titanium scrap) to form an ingot;
and lastly, converting the ingot into saleable mill products.
The chemical process of refining the ore to metallic sponge is a complicated multi-step, high temperature batch process that is labor, energy and capital intensive. In spite of attempts to improve upon it, the process has remained basically the same since its inception.
Turning sponge into ingot is complicated and regardless of which melting method is used—vacuum arc re-melting (VAR), electron beam cold hearth melting (EBCHM), or plasma arc melting (PAM)—it is highly energy intensive. Like the ore chemical reduction process, it must be done in a vacuum or inert atmosphere to control reactive contamination that would compromise the metal's structural integrity.


The last step, thermo-mechanical conversion of titanium ingot into mill products—bar, plate, sheet, rod, and so on—is done in much the same manner as other metals. But, again, the metal's highly reactive nature plays a critical role. The metal is heated to the appropriate temperature, processed to the next incremental size or shape (mainly via forging or rolling), allowed to cool, conditioned and inspected. Then the process is repeated until the final mill form and size is reached. However, when exposed to air at high temperatures the metal is reactive, absorbing additional oxygen and nitrogen, forming a hard, brittle, shell-like oxygen-enriched phase of the metal called “alpha case” over the entire surface. The mechanical properties of the alpha case layer are greatly reduced from the parent metal. Additionally, as the metal cools, surface cracks form which can extend into the material to a depth of 5% or more, and they too are covered with alpha case. Unless the alpha case layer and the cracks are removed, additional thermo-mechanical processing will simply drive the cracks and defects more deeply into the metal, compromising its performance and fatigue properties, causing even greater yield losses at the next conditioning step.
Conventional Conditioning
The process for removing alpha case and surface defects and preparing the metal for the next hot forming step is called “conditioning”. Alpha case is tenacious and hard and the most widely used method of conditioning titanium traditionally has been grinding, often followed by acid pickling.
The removal of metal by grinding with a rotating abrasive wheel is a slow process governed by physics. The arc of the grinding wheel can only contact the material being conditioned in a small patch. The contact patch pressure must be carefully controlled as the wheel rotates and moves laterally. Too little pressure and the process is inefficient. Too much pressure generates excessive heat creating a new layer of alpha case. The round wheel can only remove a narrow strip of material as it moves the length of the surface. It then indexes for the next pass and repeats the process until the entire surface has been reduced by the depth of the wheel's arc. The total surface grinding process is repeated as many times as required until the surface appears crack-free. Pickling is often subsequently used to clean the surface and reveal cracks and other defects covered over and hidden by metal smeared during grinding. The material is then either returned to the auto grinder for additional grinding, or hand ground if the revealed defects are shallow. Both conditioning methods are dangerous and generate hazardous waste.
The industry also sometimes uses machining, either bar turning or milling, to condition titanium, but the machining process is more costly, even slower, and removes excessive prime material. Machining is usually only employed where the producer requires a smoother surface than can be obtained from grinding and/or pickling, such as when an ultrasonic inspection follows the conditioning step.
These conventional conditioning processes have been used virtually since the beginning of titanium production because they worked and were pretty easily understood. Of course, they were developed and have been fine-tuned by different producers to meet their own needs (the amount of conditioning required after hot working depends on numerous factors including melt source and method, hot process and amount of reduction). But the basic processes have been accepted and have not changed much since the early days of titanium production. Accordingly, conditioning processes have remained relatively low-tech and until recently no one has figured out a way to improve upon them. Yet the cost of the material lost to waste in conditioning is one of the largest contributors to the cost of the material sold.
New Conditioning Process Improves Yield
A new conditioning process is finally reducing costs for titanium producers. The process replaces traditional full surface grinding, machining and acid pickling conditioning steps with lower loss electrochemical treatment steps. The patented electrochemical process, developed by MetCon, LLC, improves ingot to finished product yield by 10% to more than 20% and represents the largest cost reduction breakthrough for titanium in more than a quarter century. In addition, the process offers greatly accelerated throughput and is truly environmentally green, providing additional production cost and safety benefits.
MetCon removes the alpha case layer using a newly developed, patented, electrochemical process. The key benefit of the process is the ability to remove precise amounts of surface material from titanium forms using rectifier control. Instead of removing all material down to the level of the deepest crack tip, as done by mechanical methods, the MetCon process electrochemically removes a much thinner layer, which includes the vertical surfaces of the cracks. Due to the nature of the process, the edges of cooling cracks are attacked preferentially, eroding them without removing adjacent bulk metal. The cracks are opened and their edges are smoothed and feathered to blend with the surrounding metal. Unlike traditional acid pickling where cracks are simply etched deeper along with removal of the surrounding metal, the crack tip remains at the original depth in the MetCon electrochemical process. The process also electrochemically conditions the crack tips, rounding and blunting the sharp points. The conditioned, feathered and rounded alpha case-free prior defects “heal” on the next hot working step rather than propagating further into the material.
The subtractive procedures of surface grinding, machining, and acid pickling remove with each conditioning step from 3 to 7 volume percent of the piece being processed, depending on the depth of the cooling cracks. In comparison, the MetCon process removes much less material—just 0.5 to 3% per conditioning step. Between ingot and finished mill product there are typically three to four hot working steps that require conditioning, and some products require more. Since the savings on each conditioning step are cumulative, the MetCon process can give a titanium producer as much as 20% or more additional finished material to sell. The increased saleable metal comes from the same size starting ingot with essentially no increase in manufacturing costs.
Alternatively, since the MetCon process reduces conditioning waste, a titanium producer could apply significantly less starting material, whether that be sponge, ingot or billet, to produce the same output volume of finished product and the same amount of sales income as they would using conventional conditioning techniques. Taking this approach, the MetCon process substantially increases the producer's finished product output capacity while requiring no melt shop or raw material capital investments.
A Faster Process That Is Also Green
The MetCon process is substantially faster and much safer than traditional conditioning processes. The common techniques of grinding or machining remove small amounts of material with each pass as the removal device, grinding wheel, or machine tool slowly moves down the workpiece. Grinding processes generate heat as they turn solid metal into swarf or dust that is an explosion hazard and must be carefully controlled and removed from the air (the bursts of white color you see in fireworks displays are often produced by burning titanium particles). Titanium machining chips from milling and turning conditioning steps are highly flammable and the cause of numerous catastrophic plant fires. Because the conventional processes are limited by physics as to how much material is removed at a time, they must be repeated numerous times over the entire surface, on all faces of the material, until reaching the bottom of the deepest cracks. Only one surface of one piece can be conditioned at a time by one machine, and the traditional processes are very time consuming.

Elevated temperature acid pickling is also used in conditioning, often in conjunction with the mechanical processes. Final product pickling is often required by customers’ specifications as a final surface cleaning. Pickling can also deal with smeared deposits caused by the grinding or machining operations that routinely conceal material flaws. If these flaws are not revealed using a secondary pickling step, they will be discovered in downstream processing steps or during sonic inspection where they are more costly to address, cause even greater yield losses, or far worse, where they can compromise large amounts of expensively processed material. But the acids used (typically hydrofluoric and nitric) are among the most dangerous known.* From production to delivery, use, and disposal, they must be handled with elaborate precautions and expensive hazardous materials apparatus to minimize inherent danger. For worker safety the air must be scrupulously scrubbed where the acids are used. Even with such precautions, equipment and structures have short lifespans due to corrosion.
In contrast to grinding or machining, the MetCon electrochemical process takes place with the material submerged in electrolyte in a large tank. The material is subjected to a range of electrical currents and voltages that remove the alpha case and open the cooling cracks, rounding and blunting the crack tips. The electrochemical process itself is inherently much faster than traditional mechanical grinding or machining. Because the piece is submerged, the MetCon process has the substantial advantage of conditioning all surfaces simultaneously. Plus, as many pieces can be treated at one time as fit into the tank. Current tanks accommodate full heat quantities (conditioning an entire heat at one time is a breakthrough) and there are no technical restrictions to scaling the tank sizes larger. Material is ready for the next forming step five to 50 times faster than by traditional conditioning methods, greatly accelerating work-in-process cycle times and relieving a typical production bottleneck. In addition, for operations that rely on a pickle to reveal defects after a grinding operation, this new process eliminates the need for that entire processing step, cumulatively taking weeks out of the traditional processing time.

Since the process is electrochemical, it generates no hazardous grinding or machining dust, swarf, or chips. Material removed is absorbed by the electrolyte. The proprietary MetCon electrolyte is a weak acid comprised predominantly of water with small amounts of a fluoride salt and a carboxylic acid (a solution closely related to a highly diluted common household cleaner mixed with orange juice). Very limited chemical handling precautions are required, and no hazardous material equipment is necessary in preparation, storage, or use.
The process takes place in an open environment. No hazmat suits are required and neither the electrolyte or the process has any impact on air quality. Because nitric acid is not employed (as is typical with the standard titanium pickle of HF-HNO3) there are no NOx emissions or NOx regulatory challenges, which have resulted in titanium pickling facility closures in recent years. The electrolyte's benign nature allows neutralization to be easily done in-house before public sewer disposal, complying with all local, state and federal environmental standards. Because MetCon electrochemical conditioning is truly a green process, the extensive and expensive safety and hazardous material concerns required in conventional conditioning and pickling processes simply do not apply.
Seeing Is Believing
As with any innovative new process, titanium producers have approached the MetCon process with caution and in some cases skepticism. It is always difficult to alter thinking and habits that have been ingrained for many years, especially when the new process and its procedures challenge traditional teaching. However, as long-experienced industry technologists have become more familiar with the MetCon concept, their thinking has changed, particularly when they've had the opportunity to see their own material being conditioned by this new process. As one recognized industry expert said, “Observing the process while standing nearby in street clothes-—no hazmat precautions required—is eye-opening. Seeing the results and doing the math clearly demonstrates the savings possible.”
This article was written by Kurt Faller, President and Chief Executive Officer, MetCon, LLC (Monaca, PA). For more information, visit here .
More From SAE Media Group
Aerospace & Defense Tech Briefs
Pulse Plasma Nitriding for Aerospace Applications
Aerospace & Defense Tech Briefs
Plasma Electrolytic Oxidation: The Future of Lightweight Designs in Aerospace and Defense
Aerospace Manufacturing and Machining
Tips for Choosing CBN Grinding Wheels
Tech Briefs
Contaminant-Free Steel
Medical Design Briefs
Pulse Plasma Nitriding Provides Unique Surface Treatment of Implantable Metals
Aerospace & Defense Tech Briefs
Finding the Perfect Aluminum for Additive Manufacturing
Tech Briefs
Copper Strengthens 3D-Printed Titanium
Medical Design Briefs
What Medical Device OEMs Should Know About Outsourced MIM
Aerospace & Defense Tech Briefs
3-D Manufacturing of Titanium Components Takes Off

Tech Briefs
Method Recovers Metals from Electronic Waste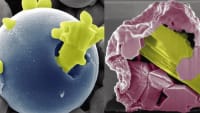
Aerospace & Defense Tech Briefs
Low Distortion Titanium in Laser Powder Bed Fusion Systems
Off-Highway Engineering
MELD Exploits Plastic Deformation of Metals with Non-Melt Additive Manufacturing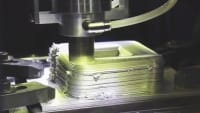

Aerospace Manufacturing and Machining
Machining Titanium Aero-Frames
Aerospace & Defense Tech Briefs
Remanufacturing Reimagined: How Selective Electroplating Extends Service Life and Reduces the Cost of Aerospace Components
Aerospace & Defense Tech Briefs
The Science of Joining Dissimilar Metals in Aerospace Manufacturing
Tech Briefs
High Atomic Number Coatings for Fabrics
Aerospace & Defense Tech Briefs
3D Printable Superalloy
Tech Briefs
Nanoprecipitates Toughen Structural Alloys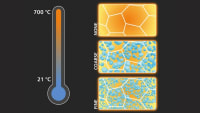
Aerospace & Defense Tech Briefs
Vanadium: A Green Metal Critical to Aerospace and Clean Energy
Tech Briefs
Fiber-Metal Laminate Manufacturing Technique

Aerospace & Defense Tech Briefs
SAE International Extends Call for Abstracts, Seeks Submissions for AeroTech Conference
Tech Briefs
Liquid Metal Lattice
Aerospace & Defense Tech Briefs
Metal Additive Manufacturing
Medical Design Briefs
Researchers Use Rust to Improve 3D-Printing Process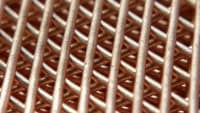
Tech Briefs
Passivating Stainless Steel Parts
Aerospace & Defense Tech Briefs
Equispheres Accelerates Additive Manufacturing Innovation with $5M from Lockheed Martin
Aerospace & Defense Tech Briefs
Machining Beryllium
Top Stories
INSIDERDefense
![]() New 3D-Printable Nanocomposite Prevents Overheating in Military Electronics
New 3D-Printable Nanocomposite Prevents Overheating in Military Electronics
Technology ReportSoftware
![]() Talking SDVs and Zonal Architecture with TE Connectivity
Talking SDVs and Zonal Architecture with TE Connectivity
NewsDesign
![]() 2026 Nissan Sentra Review: Putting the Pieces Together
2026 Nissan Sentra Review: Putting the Pieces Together
INSIDERDesign
![]() New Defense Department Program Seeks 300,000 Drones From Industry by 2027
New Defense Department Program Seeks 300,000 Drones From Industry by 2027
INSIDERDefense
![]() Anduril Completes First Semi-Autonomous Flight of CCA Prototype
Anduril Completes First Semi-Autonomous Flight of CCA Prototype
INSIDERDefense
Webcasts
Transportation
![]() Hydrogen Engines Are Heating Up for Heavy Duty
Hydrogen Engines Are Heating Up for Heavy Duty
Manufacturing & Prototyping
![]() SAE Automotive Podcast: Solid-State Batteries
SAE Automotive Podcast: Solid-State Batteries
Manufacturing & Prototyping
![]() SAE Automotive Engineering Podcast: Additive Manufacturing
SAE Automotive Engineering Podcast: Additive Manufacturing
Defense
![]() A New Approach to Manufacturing Machine Connectivity for the Air Force
A New Approach to Manufacturing Machine Connectivity for the Air Force
Automotive
![]() Optimizing Production Processes with the Virtual Twin
Optimizing Production Processes with the Virtual Twin