

Experiments in Vacuum Brazing of Titanium
Preliminary results show promise for fabricating lightweight, strong structures.
An experimental study of vacuum brazing of titanium and of the effects of changes in brazing alloys and brazing process conditions has been performed. [As used here, “titanium” signifies both commercially pure titanium and an alloy nominally consisting of 90 weight percent of titanium, 6 weight percent of aluminum, and 4 weight percent of vanadium (commonly abbreviated “Ti-6Al-V”).] The knowledge gained in this study is intended to contribute to development of capabilities for fabricating titanium structures in circumstances in which welding — heretofore the typical method of joining titanium — cannot be performed because access is limited or adjacent nonmetallic components would be harmed. There is a particular need for such knowledge to enable fabrication of lightweight, durable titanium- based structures for armored vehicles. Examples of such structures include standard lightweight plate structures, titanium components encapsulating ceramics, and panels that comprise pyramidal frame cores sandwiched between face sheets.

The experiments performed in this study are summarized as follows:
- Blocks of Ti-6Al-4V having dimensions of 75 by 75 by 50 mm were joined by tungsten/ inert-gas welding around the edges, followed by hot isostatic pressing (HIP) in argon at a temperature of 900 °C and a pressure of 103 MPa.
- Blocks of Ti-6Al-4V were joined in a vacuum by diffusion bonding, using a foil of a brazing alloy comprising 70Ti- 15Cu-15Ni (proportions in weight percent) placed around the edges. In each case, the block-and-foil assembly was heated to a temperature of 1,000 °C under a deadweight equivalent to a pressure of about 15 kPa, followed by HIP as in experiment 1 described above.
- Blocks of Ti-6Al-4V were brazed and subjected to HIP as in experiment 2, except that prior to heating, the foil was placed over the entire Ti-6Al-4V bonding surface.
- Blocks of Ti-6Al-4V were brazed as in experiment 3, omitting the HIP step.
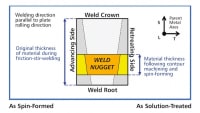
- Panels comprising commercially pure pyramidal frame cores sandwiched between commercially pure titanium face sheets (see figure) were fabricated in a process that included a multistep thorough cleaning, application of a zirconium- rich titanium-brazing paste/tape to the face sheets, stacking the face sheets to the cores (with the brazing paste/tape faces in contact with the cores) in the sandwich configuration, and heating in a vacuum furnace at about 900 °C under a deadweight equivalent to a pressure of 50 kPa.
Shear and tensile tests were performed on the specimens thus fabricated to determine relationships among strength, ductility, and the various fabrication processing routes. Optical and scanning electron microscopy were employed to quantify degrees of bonding and to examine microstructural changes (both within the base titanium materials and at the bond surfaces) associated with the process variations.
The conclusions drawn from the test results are summarized as follows:
- The combination of diffusion bonding and HIP as in experiment 1 and the combination of brazing and HIP as in experiment 2 were found to be suitable as means of encapsulating a ceramic within a titanium structure. Further research to optimize brazing time and temperature is warranted.
- The brazing-only process as in experiment 4 was found not to result in a viable structure. Further study could enable determination of whether increased axial load during brazing could improve bonding and possibly eliminate the need for HIP.
- Success was achieved in bonding pyramidal frame cores with the face sheets by use of the zirconium-rich titanium-brazing paste/tape. While measured shear strengths were considerably lower than historical values, they were great enough to sustain stretching of core microstructures. Increases in braze shear strengths were produced by increasing brazing times and temperatures.
- Different brazing alloys may result in bonds of similar or greater strength at lower brazing temperatures, thus eliminating risks of creep and of degradation of properties of the titanium parent material. The use of lower-temperature brazing alloys at greater applied pressures during brazing may result in stronger bonds.
This work was done by Kevin J. Doherty, Jason R. Tice, Steven T. Szewczyk, and Gary A. Gilde of the Army Research Laboratory.
ARL-0021
This Brief includes a Technical Support Package (TSP).
Experiments in Vacuum Brazing of Titanium
(reference ARL-0021) is currently available for download from the TSP library.
Don't have an account?
More From SAE Media Group
Tech Briefs
Using 3D Printing to Strengthen Jet Engines
Tech Briefs
Pulsed Ultrasonic Stir Welding System
Off-Highway Engineering
MELD Exploits Plastic Deformation of Metals with Non-Melt Additive Manufacturing

Medical Design Briefs
What Medical Device OEMs Should Know About Outsourced MIM
Aerospace & Defense Tech Briefs
Low Distortion Titanium in Laser Powder Bed Fusion Systems
Aerospace & Defense Tech Briefs
Evaluation of Additively Manufactured Ultrahard Steels
Tech Briefs
Manufacturing Process for Aluminum Alloys


Automotive Engineering
ALLEGRO Project Seeks to Boost Lightweight-Materials Durability
Aerospace & Defense Tech Briefs
High-Strength Aluminum Powder Developed for Additive Manufacturing in Aerospace, Automotive
Aerospace & Defense Tech Briefs
Finding the Perfect Aluminum for Additive Manufacturing
Tech Briefs
Rapid 3D Printing of Biomedical Parts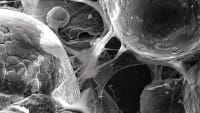

Tech Briefs
Copper Strengthens 3D-Printed Titanium
Automotive Engineering
British HFQ Process May Enhance Aluminum’s High-Volume Future
Automotive Engineering
Tesla’s Cybertruck Is Audaciously Austenitic
Tech Briefs
Direct Metal Laser-Sintering of Titanium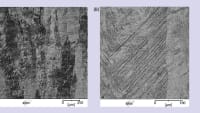

NASA Spinoff
Rocket Manufacturing Meets Science Friction
Photonics & Imaging Technology
Fiber Lasers for Powertrain Welding Applications

Photonics & Imaging Technology
Deformation Fingerprints Will Help Researchers Identify, Design Better Metallic Materials
Aerospace & Defense Tech Briefs
Plasma Electrolytic Oxidation: The Future of Lightweight Designs in Aerospace and Defense

Aerospace & Defense Tech Briefs
Inexpensive Free-Form Fabrication of Titanium-Alloy Parts
Tech Briefs
Vapor-Barrier Vacuum Isolation System
Overview
The document titled "Titanium Brazing for Structures and Survivability," authored by Kevin J. Doherty and colleagues, presents research on the use of titanium as a structural material for tactical and armored ground vehicles. It emphasizes titanium's high strength-to-weight ratio, excellent corrosion resistance, and inherent ballistic resistance, making it a promising alternative to traditional materials like steel and aluminum alloys. However, the document notes that titanium's joining techniques, particularly brazing, are less developed compared to those for steel and aluminum.
The focus of the study is on vacuum brazing of titanium, specifically Ti-6Al-4V and commercially pure titanium. The research investigates how various processing changes—such as alloy selection, temperature, and pressure—affect the mechanical properties and microstructure of the brazed materials. The study also explores the impact of post-braze hot isostatic pressing on the final properties of the joints.
Key methodologies employed in the research include shear and tensile testing to assess the strength and ductility of the joints formed through different processing routes. Additionally, microscopy techniques, including optical and scanning electron microscopy (SEM), are utilized to evaluate the degree of bonding and to analyze microstructural changes at the bond line and within the base materials.
The findings indicate that the joining of monolithic titanium sections was successful, demonstrating the potential of vacuum brazing as a viable alternative to electron beam welding combined with hot isostatic pressing (E-beam+HIP) for encapsulating ceramics within titanium structures. This advancement could lead to more efficient manufacturing processes and improved performance of titanium components in military applications.
Overall, the document highlights the importance of developing effective joining techniques for titanium, which could enhance the structural integrity and survivability of military vehicles. The research contributes to the understanding of titanium brazing and its potential applications, paving the way for further advancements in the field of materials science and engineering. The study is part of ongoing efforts to optimize the use of titanium in demanding environments, ensuring that it meets the rigorous standards required for modern tactical and armored vehicles.
Top Stories
INSIDERManufacturing & Prototyping
![]() New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
NewsAutomotive
![]() Ford Announces 48-Volt Architecture for Future Electric Truck
Ford Announces 48-Volt Architecture for Future Electric Truck
INSIDERTest & Measurement
![]() Active Strake System Cuts Cruise Drag, Boosts Flight Efficiency
Active Strake System Cuts Cruise Drag, Boosts Flight Efficiency
ArticlesUnmanned Systems
![]() Accelerating Down the Road to Autonomy
Accelerating Down the Road to Autonomy
INSIDERManufacturing & Prototyping
![]() How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
Road ReadyTransportation
Webcasts
Electronics & Computers
![]() Cooling a New Generation of Aerospace and Defense Embedded...
Cooling a New Generation of Aerospace and Defense Embedded...
Energy
![]() Battery Abuse Testing: Pushing to Failure
Battery Abuse Testing: Pushing to Failure
Communications
![]() A FREE Two-Day Event Dedicated to Connected Mobility
A FREE Two-Day Event Dedicated to Connected Mobility
Transportation
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Semiconductors & ICs
![]() Advantages of Smart Power Distribution Unit Design for Automotive &...
Advantages of Smart Power Distribution Unit Design for Automotive &...
Energy
![]() Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance
Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance