

Next Reman Up: The Role of Engine Remanufacturing
While new sustainability efforts aim to curb the carbon footprint of the commercial vehicle industry, old methods continue to be among the most effective.
Sustainability has been among the hottest topics for the commercial vehicle industry over the past decade. OEMs, suppliers and various governmental agencies across the globe are touting new advances in clean powertrain tech that reduces the industry’s dependence on fossil fuel while also considering the complete carbon footprint of the vehicle from cradle to grave.
Though these initiatives have their merits, there are old-school methods of reducing the environmental impact of keeping the world moving. Remanufacturing is decidedly not the sexiest of methods for promoting the concept of sustainability. But recycling existing materials and components is a proven tactic for reducing waste and energy consumption.

In April, the Engine Technology Forum hosted a webinar outlining the role of engine and component remanufacturing as part of the circular economy. SAE Media attended the virtual event, which featured speakers from Caterpillar, Cummins and John Deere.
Core mission
According to a report from MTU, the company’s remanufacturing site in Magdeburg, Germany saves an estimated 3,600 tons of CO2 per year on its own. These savings compound when one considers the resources saved by not having to produce an engine to replace and discard one that is being recycled.
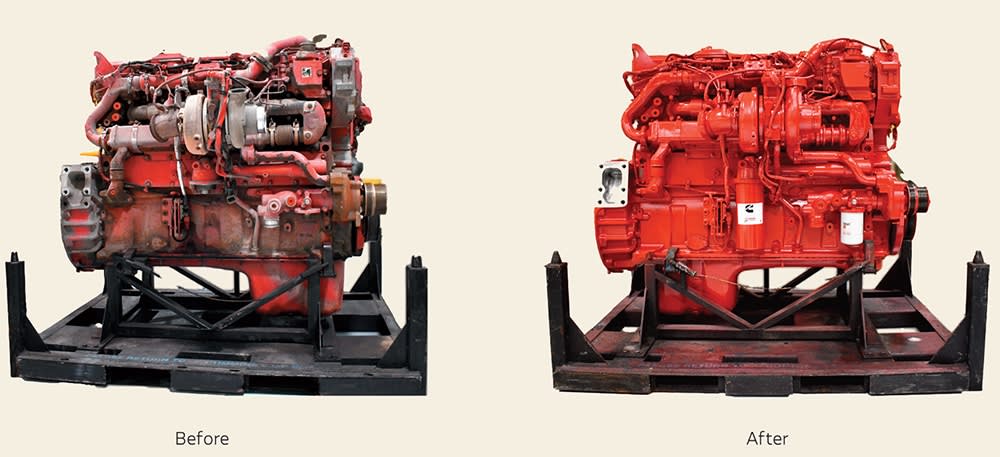
Cummins also operates remanufacturing facilities across the globe. “The most critical element [of the process] is what we call the core,” said Patricia Covington, executive director, ReCon general management at Cummins. “Once that repair cycle starts and that product reaches the end of its useful life, we want that product back.”
Covington further explained the importance of cores in the manufacturing process. “There is a huge reliance on what we call reverse logistics to get that core back from the customer and to make it easy for them to return it,” she said. “Once it gets back into our possession, we’re able to get it disassembled and cleaned. It then enters the official remanufacturing process.”
Naturally, not every component is going to need the same style or level of reconditioning in this process. “Whatever that salvage technology is for that specific component, we run it during our process,” Covington said. “Our engineers are always happy to work in the reman space because for many of them, it’s like a playground to think about the salvage technologies that are required depending on what the component is.”
Once an engine and its components have been re-conditioned, it will then enter the reassembly and testing process, which according to Cummins uses the same standards as a brand-new engine build. “[We have] the same quality standards and same expectations of our reman engines as our news ones,” Covington said. “Those engines will then be resold to customers where it restarts its lifecycle.”
Covington also explained the role that remanufacturing can play in mitigating supply chain risks. “Not only is remanufacturing a good business opportunity, it’s also really important to our customers,” she said. “Whenever our suppliers are constrained, it gives us an opportunity to utilize our remanufacturing technology to offset whatever the supply issue may be. It gives us an opportunity to have shorter lead times.”
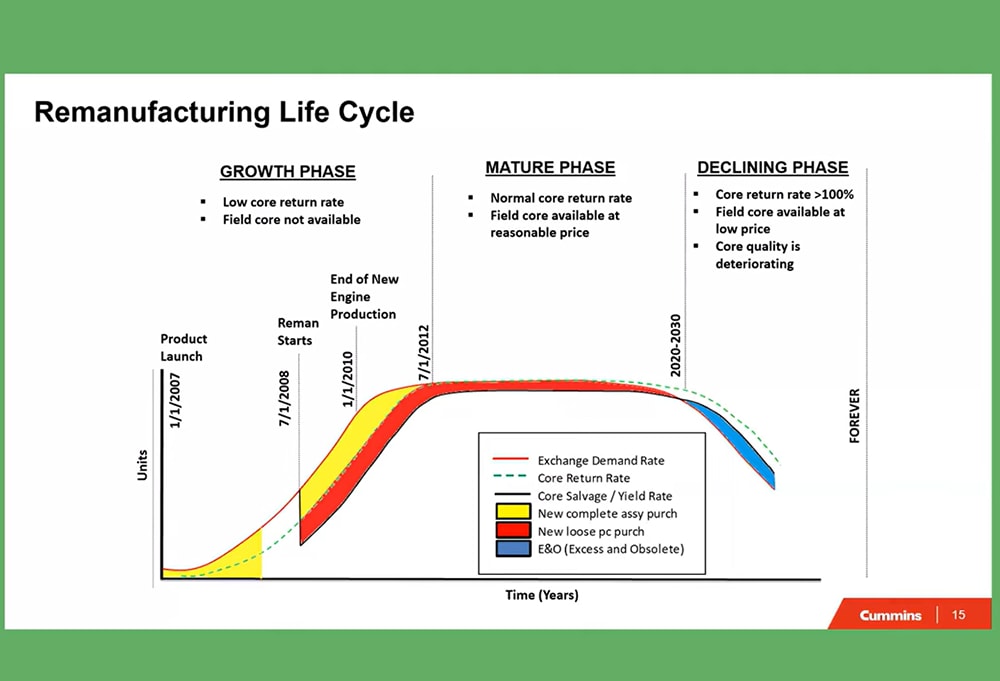
Covington detailed the total lifecycle that Cummins expects for remanufacturing operations on a given product. “There’s an early stage where an engine may not be in remanufacturing yet, but we want to get the cores back to build bank,” she explained. “Then, when we actually start the remanufacturing process, we have enough to make sure that we are at least at 50-percent usage for whatever that component or engine may be.”
“Once the remanufacturing starts, it can be 12 months. It can be 24 months. It’s dependent upon our ability to collect the cores from the field,” Covington added. “The remanufacturing process often starts before the end of the new production. New engines and reman engines can be manufactured at the same time.”
“That engine platform may cease to exist, but the repair parts and the whole reman engine will [remain] for upwards of 10 or 20 years. It just depends on the product,” she said. “Eventually there will be a declining phase where you just can’t remanufacture that component anymore. That is when we will start to see the core return from the field at higher rates than expected, and that is when we start to think about getting that product out of the remanufacturing cycle, thus ending the lifecycle for that specific product.”
Dollars and sense

In addition to reducing the industry’s environmental impact, the cost savings and price point that remanufacturing operations offer is a major benefit to both OEMs and customers. Kevin Schrag, manager, John Deere Reman, discussed the importance of its remanufacturing program to both the OEMs and the customers they serve.
“Our objective is to serve the customer throughout the lifecycle,” he said. “We’re offering remanufactured engines for the latest final Tier 4 emission standards, the latest equipment that’s put out there all the way back to engines that were put on machines in the late ’70s with the intention of keeping customers throughout the lifecycle of the product.”
Schrag continued, “When we talk about value in terms of the customer or the dealer, the business and the environment, we need to see the value for this business to make sense. For the customer, the value is primarily around offering a lower-priced alternative to keep their equipment running, so generally we’ll price our products up to 30-percent less than a new equivalent.”
“Of course, we’re able to do that through recycling of material. But it’s not just a lower cost,” Schrag said. “It’s a lower cost with the confidence that comes with a like-new product as well as the confidence that comes with a product that’s warranted. In some cases, we offer a better warranty than the new equivalent would get. This process also benefits the environment by keeping product out of landfills, recyclers, furnaces or out of hedgerows rotting away, which is sometimes the condition you see old equipment in.”
Future-proofing
One of the biggest challenges in the remanufacturing process is often that the assemblies and components themselves may not have been initially designed to be put back into service. This can lead to challenges in offering remanufacturing programs for certain products due to lack of availability of parts or inability to service certain components that need reconditioning.

Jeff Sutherland, drivetrain product manager, Caterpillar remanufacturing division, discussed these challenges in depth and what OEMs are doing to plan for remanufacturing their products in the future.
“We have thousands of engineers or other employees in Caterpillar, whether it’s in purchasing [or elsewhere], that can make decisions every single day that affect our ability to remanufacture a product,” Sutherland said. “In the remanufacturing division, we try to influence those design decisions as much as we possibly can through education and awareness. We partner on our projects, with our starting partner and other new side design counterparts, to educate them on the importance of remanufacturing. We have design guides that are available to them to help them reference when they’re doing designs and try to attend design reviews and be active in those decisions.”
Sutherland discussed how the reman side of the business can influence original designs. “We integrate remanufacturing in the design processes upfront. Oftentimes, our ability to remanufacture something is limited by the decisions that we made that were not forward looking,” he said. “Issues like corrosion and fatigue. How do we account for those? We do so upfront and make sure that they don’t hinder our ability to remanufacture in the future.”
Caterpillar employs software that integrates a hierarchy of design principles to ensure remanufacturability. “It looks at the design and steps through a series of questions that they want the design engineer to answer, and it starts with questioning can you prevent the failure modes that we talked about earlier?” Sutherland said. “The best way to remanufacture something is not to have to remanufacture it. If we’re able to get a core in, slap a label on it and resell it to our customer, that represents maximum value.”
Sutherland presented a diesel engine rocker arm assembly as an example. “The first thing we want to do is try to prevent that wear from happening,” he said. “You want to minimize that by making sure you have hardened surfaces. If that doesn’t do the trick, then you want to try to relocate the wear to a less impactful location. If that doesn’t fix the issue, you have to ask, ‘Can you restore it?’ That’s the last step we want to consider.”
The design needs to have enough tolerance and enough material to be able to machine out trouble spots or make repairs with additive manufacturing processes, Sutherland said. “The software program we use walks you through those design considerations upfront and as early as possible.”
More From SAE Media Group
Automotive Engineering
UAV Turbines to Tackle 200-Hp Class UAV Engines for U.S. Army
Aerospace & Defense Tech Briefs
SAE International Extends Call for Abstracts, Seeks Submissions for AeroTech Conference
Automotive Engineering
SAE WCX 2022: Internal-Combustion’s Life Extension
Aerospace & Defense Tech Briefs
SAE International Issues, Revises Technical Reports for Aerospace Engineering
Aerospace & Defense Tech Briefs
Industry Invited to Participate in AeroTech Aerospace and Defense Technical Program
Off-Highway Engineering
Combustion Engines Carry on in Construction
Automotive Engineering
E-Fueling for the Future
Off-Highway Engineering
Electric Mobile Machines Won’t Abandon Hydraulics
Battery & Electrification Technology
The Rechargeable Renaissance
Off-Highway Engineering
Response to More-Rigid NOx and GHG Regs
Off-Highway Engineering
Bosch Begins Production of Fuel-Cell Power Modules for Nikola
Off-Highway Engineering
Volta’s Electric Truck Is U.S. Bound
Off-Highway Engineering
Perkins Tackles Decarbonization of Off-Highway Machines
Off-Highway Engineering
Liebherr Reveals ‘Hybrid’ CFRP Cylinders and Parallel-Pump Concept
Off-Highway Engineering
Engine Developers Increase Efforts to Decrease Fuel Usage
Automotive Engineering
3D Printing Scales-Up
Automotive Engineering
EV Confidence
Off-Highway Engineering
Kohler Doubles down on ICE Development
Off-Highway Engineering
Bosch Invested in Large-Scale Metal 3D Printing
Off-Highway Engineering
Mahle Advances 3D Printing Capabilities

Aerospace & Defense Tech Briefs
AVIC Subsidiary Continental Aerospace Will Power the Upcoming Diamond DA50, Expands into Electric Propulsion
Off-Highway Engineering
Clarios Brings AI to Idle Management for Heavy Trucks
Off-Highway Engineering
CES 2025: Cat Debuts Hybrid-Electric Retrofit on 972 Wheel Loader
Off-Highway Engineering
Cummins’ X15 Is a Model of Design Efficiency
Battery & Electrification Technology
Ultracapacitor Solutions to Address Energy-Storage Needs of Vehicles
Off-Highway Engineering
Solving Problems and Seeking Big Ideas for Commercial Vehicles
Off-Highway Engineering
Designs on a Diverse Powertrain Future
Off-Highway Engineering
Caterpillar Unveils New C13D Off-Highway Engine Platform
Automotive Engineering
The Role of Plastic Pallets in the Automotive Supply Chain
Top Stories
NewsSensors/Data Acquisition
![]() Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
INSIDERRF & Microwave Electronics
![]() A Next Generation Helmet System for Navy Pilots
A Next Generation Helmet System for Navy Pilots
INSIDERWeapons Systems
![]() New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
NewsAutomotive
![]() Ford Announces 48-Volt Architecture for Future Electric Truck
Ford Announces 48-Volt Architecture for Future Electric Truck
INSIDERAerospace
![]() Active Strake System Cuts Cruise Drag, Boosts Flight Efficiency
Active Strake System Cuts Cruise Drag, Boosts Flight Efficiency
ArticlesTransportation
Webcasts
Aerospace
![]() Cooling a New Generation of Aerospace and Defense Embedded...
Cooling a New Generation of Aerospace and Defense Embedded...
Energy
![]() Battery Abuse Testing: Pushing to Failure
Battery Abuse Testing: Pushing to Failure
Power
![]() A FREE Two-Day Event Dedicated to Connected Mobility
A FREE Two-Day Event Dedicated to Connected Mobility
Automotive
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Electronics & Computers
![]() Advantages of Smart Power Distribution Unit Design for Automotive &...
Advantages of Smart Power Distribution Unit Design for Automotive &...
Unmanned Systems
![]() Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance
Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance