

Unlocking the Power of Ceramic Matrix Composites
Faster, lighter, stronger, hotter – words anyone working on military product development is all too used to hearing. In a world where advanced computer modeling and simulation packages are helping engineers optimize new product designs to increase performance, oftentimes the limiting factors to meeting spec are the mechanical and thermal restrictions inherent to currently available engineering materials. Ceramic matrix composites, or CMCs, provide an entire world of new thermo-mechanical properties, allowing engineers the ability to unlock the potential of some of their most advanced high temperature and high speed designs.
What Are CMCs?
Ceramic matrix composites, as the name suggests, are composite materials consisting of a ceramic matrix and one or more additional property-modifying components. Unlike homogeneous materials, CMCs are commonly reinforced with fiber which adds mechanical strength to the ceramic matrix, allowing for successful utilization in applications where a monolithic ceramic would fail catastrophically due to either impact or thermal shock events.
Reinforcing fiber composition (carbon, quartz, alumina, etc.) can be selected and tuned based on thermal and electrical needs, and fiber architecture (chopped, woven, braided, etc.) can be tailored to address specific mechanical design criteria. To further refine and enhance performance, particulate fillers such as silicon carbide or zirconia can be added to modify both surface and bulk properties. The end result is a family of materials that can successfully withstand temperatures above that of the most advanced high temperature polymers and metals, while at the same time being resilient to the chipping and shattering associated with common monolithic ceramics.
How CMCs Work

The explanation for this is quite simple. If one were to think about a laminated automotive windshield as an example, a small crack will spread, or propagate, as more energy is put into the system due to the excellent interface between the glass and the reinforcing lamination layers. If there was a perfect interface between the ceramic matrix and reinforcing fibers in a CMC, cracks would similarly propagate along the length of the fibers, leading to brittle material failure and shatter.
To address this crack propagation phenomena, CMCs utilize fiber interfacing technology which allows for a good, but not great, interface between the matrix and the fibers. This allows for small-scale delocalization of the matrix from the fibers in areas affected by shock, reducing propagation and allowing the composites to continue functioning properly, though at the cost of reduced mechanical performance compared to common PMCs and engineering metals. The fiber/matrix interface is the single most important aspect in the design of a CMC, and largely dominates the methods by which the composites are processed.
CMC Production

For ultra-high temperature and in-engine applications, CVI and MI are most commonly employed due to the ultralow porosity required in the final product. Unfortunately, costs and lead times associated with CVI and MI produced CMCs can be an order of magnitude greater than parts produced via the PIP process, leading to implementation in only the most critical of applications.
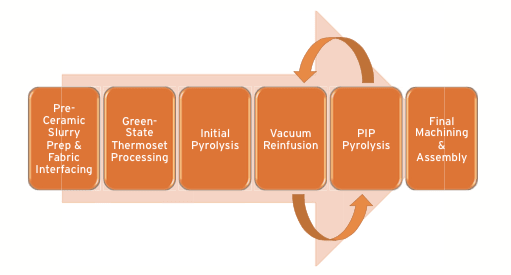
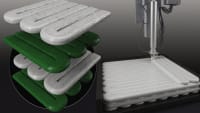
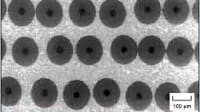
In applications where small levels of composite porosity (2-5 percent) are acceptable or even desired (think transpiration cooling), parts produced via the PIP process have been shown to find success across a range of aerospace secondary structure and industrial applications. Via the PIP process, which is outlined in Figure 1, elastomeric “green-state” bodies are processed using a combination of thermosetting pre-ceramic polymers, reinforcing fibers and/or particulate fillers. These pre-ceramic parts can be processed by means of common polymer composite processing techniques (compression molding, autoclave processing, etc.), allowing for tailored control of fiber architecture and optimized filler dispersion in the final composite. Once processed, the green-state bodies are pyrolyzed at high temperature under variable atmospheric conditions, causing a polymer-to-ceramic conversion and creating a composite with appreciable internal porosity. To reduce porosity, increase density and ultimately tune mechanical performance, the parts are then subject to repeated densification cycles whereby they are infused under vacuum with additional preceramic polymer and re-pyrolyzed. Once the parts are mechanically optimized for their specific application, they undergo a stress-relieving operation to ensure dimensional stability and are machined to spec. The end result is a high performance product that is mechanically, thermally and electrically tuned for a specific application (Figure 2).
Adoption Is Slow, But Growing
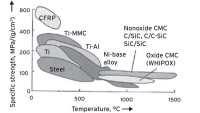
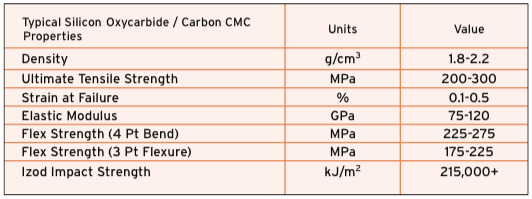 While the thermal performance of CMCs are among the best that the advanced materials world has to offer (CMCs can be employed continuously in applications with heat in excess of 1400°C), compared to common engineering materials such as polymers and metals, the mechanical performance of CMCs are quite unremarkable. As far as ultimate tensile strength and elastic modulus, CMCs are commonly found in the range of copper and lower-end aluminum alloys (See accompanying table). Additionally, CMCs are shown to have low strain to failure properties (0.1-0.5 percent) and flexural strength, further relegating their potential usage applications. Where CMC performance shines, though, is in its very high compressive strength, excellent impact strength, and resilient thermal shock performance, all with a very small Coefficient of Thermal Expansion (CTE) and low density.1 This unique combination of properties is the primary driver for the growing adoption of CMCs into high performance radial and thrust bearing applications, where they have been shown to provide increased Mean Time Between Failure (MTBF) for a variety of different systems.2
While the thermal performance of CMCs are among the best that the advanced materials world has to offer (CMCs can be employed continuously in applications with heat in excess of 1400°C), compared to common engineering materials such as polymers and metals, the mechanical performance of CMCs are quite unremarkable. As far as ultimate tensile strength and elastic modulus, CMCs are commonly found in the range of copper and lower-end aluminum alloys (See accompanying table). Additionally, CMCs are shown to have low strain to failure properties (0.1-0.5 percent) and flexural strength, further relegating their potential usage applications. Where CMC performance shines, though, is in its very high compressive strength, excellent impact strength, and resilient thermal shock performance, all with a very small Coefficient of Thermal Expansion (CTE) and low density.1 This unique combination of properties is the primary driver for the growing adoption of CMCs into high performance radial and thrust bearing applications, where they have been shown to provide increased Mean Time Between Failure (MTBF) for a variety of different systems.2
Additionally, CMCs can be processed with unique combinations of fillers and surface treatments such that dry-running for extended periods of time will not result in catastrophic part failure; a problem common in applications where monolithic bearing and thrust ring materials are used. Due to very low thermal conductivity, high performance automotive and motorcycle brakes are another commercial application that benefit from the properties afforded by CMCs, where they are shown to provide reduced “brake-fade” compared to more common alternatives. In military applications, excellent impact strength and high hardness allow for CMC utilization in bulletproof armor for both personnel and vehicles, as well as insulation in advanced small arms weapon platforms.
As for aerospace applications, the ability to tune both the dielectric constant and loss tangent performance of CMCs has allowed for adoption into high-speed missile radome systems. In these applications, the CMC serves as both a high-Mach, temperature-capable structural material, as well as high emissivity protection for the advanced tracking mechanisms built into today’s state-of-the-art strike weapons.3
In engine applications, CMCs provide increased efficiency via a combination of heightened heat handling capabilities and reduced weight. With a density approximately 75 percent less than high temperature engineering metals (Inconel, etc.) and higher maximum usage temperatures, engineers are able to reduce weight, increase flame temperature and ultimately increase the speed and efficiently of today’s commercial and military aircraft through the use of tailored CMCs as critical engine components (Figure 3). Out of engine, CMCs are being adopted as metal replacement secondary structures due primarily to weight reduction. Adoption is also due to increased MTBF, which is attributed to the excellent thermal cycling performance of CMCs compared to metals.
Revolutionary Potential
While the benefits provided by CMCs are undeniable, their implementation does not come without challenges. The two main reasons for slow adoption of CMCs into both military and industrial applications are the high costs and long lead times associated with CMC production and machining. Expensive raw materials, manually intensive batch processing and costly fiber interfacing techniques are just a few of the reasons why CMCs are much more expensive than their monolithic counterparts. That said, the growing utilization and successful adoption of CMCs into an increasing number of high-performance industrial and aerospace applications shows not only the need for these materials, but that scientists and engineers have only just begun to unlock the potential of these unique and revolutionary materials.
This article was written by Dr. Robert Cook, PhD., Senior Materials Engineer and Ceramic Matrix Composite Technical Lead, Lancer Systems (Quakertown, PA). For more information, Click Here .
References
- Cook, R. (2013, October 15). CeraComp Technical Brief. Retrieved from http://www.lancer-systems.com/wp-content/uploads/2013/11/Lancer-CereComp-General-Presentation-17Sep14.pdf
- Cook, R. (2014, September 12). Ceramic Matrix Composite Bearings Protect Pumps from Harsh Running Conditions. Pumps and Systems.(http://www.pumpsandsystems.com/bearings/september-2014-ceramic-matrixcomposite-bearings-protect-pumpsharsh-running-conditions)
- Wood, K. (2013, November 1). Ceramicmatrix composites heat up. High Performance Composites. (http://www.compositesworld.com/articles/ceramicmatrix-composites-heat-up)
More From SAE Media Group


Tech Briefs
Fiber-Metal Laminate Manufacturing Technique
Aerospace & Defense Tech Briefs
‘Nanostitches’ Enable Lighter and Tougher Composite Materials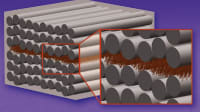
Aerospace & Defense Tech Briefs
Burner Rig Testing of A500® C/SiC

Aerospace & Defense Tech Briefs
Metal-Plated, High-Temperature Plastics
Automotive Engineering
Lightweight Steel on a (Cold) Roll
Tech Briefs
Conductive Carbon Fiber Polymer Composite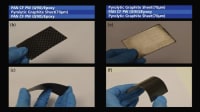

Tech Briefs
Compact, Lightweight, CMC-Based Acoustic Liner
Aerospace & Defense Tech Briefs
Molecular Engineering for Mechanically Resilient and Stretchable Electronic Polymers and Composites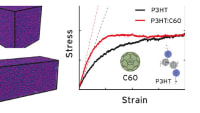
Aerospace & Defense Tech Briefs
‘First of Its Kind’ Composite Material to Help Space Vessels Travel Longer Distances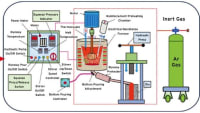
Aerospace & Defense Tech Briefs
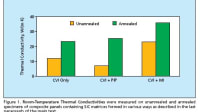
Thermal Conductivities of Some Polymers and Composites
Aerospace & Defense Tech Briefs
Advancing the Use of Beryllium Bearing Materials for Unmanned Platforms
Tech Briefs
Silicon Carbide Fiber Tows

Aerospace & Defense Tech Briefs
Thermal Simulation and Testing of Expanded Metal Foils for Lightning Protection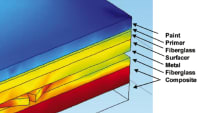
Aerospace INSIDER
Ceramic Matrix Composites Offer Lighter, More Durable Engine Parts
Aerospace Manufacturing and Machining INSIDER
Hybrid Nanomaterials Hold Promise for Improved Ceramic Composites
Aerospace & Defense Tech Briefs
Fiber-Reinforced Thermoplastic Composites



Aerospace & Defense Tech Briefs
Biobased Carbon Fibers and Thermosetting Resins for Use in DOD Composites Applications
Aerospace & Defense Tech Briefs
Processing and Characterization of Lightweight Syntactic Materials
Top Stories
NewsRF & Microwave Electronics
![]() Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
INSIDERAerospace
![]() A Next Generation Helmet System for Navy Pilots
A Next Generation Helmet System for Navy Pilots
INSIDERDesign
![]() New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
INSIDERMaterials
![]() How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
NewsPower
![]() Ford Announces 48-Volt Architecture for Future Electric Truck
Ford Announces 48-Volt Architecture for Future Electric Truck
ArticlesAR/AI
Webcasts
Electronics & Computers
![]() Cooling a New Generation of Aerospace and Defense Embedded...
Cooling a New Generation of Aerospace and Defense Embedded...
Automotive
![]() Battery Abuse Testing: Pushing to Failure
Battery Abuse Testing: Pushing to Failure
Power
![]() A FREE Two-Day Event Dedicated to Connected Mobility
A FREE Two-Day Event Dedicated to Connected Mobility
Unmanned Systems
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Automotive
![]() Advantages of Smart Power Distribution Unit Design for Automotive &...
Advantages of Smart Power Distribution Unit Design for Automotive &...
Energy
![]() Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance
Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance