



Making Virtual Vehicle Design a Reality
A new virtual design approach for commercial vehicle concepts allows for purposeful design and integration of new concepts and technologies on the component level in an existing product portfolio, while not neglecting the need for standardization and modularity.

With products more and more diverse and growing vehicle portfolios on the market, variant management has become of enormous significance in coping with challenging cost and quality requirements. Modular systems and related methodologies are a common approach in many companies and currently are widely discussed in research. But the research on modularity and its management has not yet reached application-oriented maturity, and implementation in industry is rather fragmentary for different companies, industries, and products.
Commercial vehicles are high-variant products with comparatively small production volumes; therefore, a concept development phase focusing on variance becomes a major aspect in planning and determining standards, modularity, and commonality within the future product portfolio. Due to long product life cycles (typically 20 to 30 years), the basic architectures of commercial vehicles continuously undergo a small evolution and many technical changes and innovations have to be held available — in many cases triggered by changes in legislation. Therefore, both the careful planning of design interfaces and their management are important for successful use of modularity and commonality within the product range.

With comparatively low production volumes of approximately 100,000 vehicles per year and a large portfolio of configurable vehicles (about 1046 possibilities from a functional point of view), the vehicle design should be highly modular to cater to the breadth of the product portfolio with the existing R&D resources. In particular, the advantages of modularity in this industry are found in focusing design efforts on commonality (i.e., designing once, using multiple times) rather than in the economies of scale in production and purchasing, which are still low due to overall low production volumes. In addition to advantages in cost efficiency, quality can also be improved: Cross-product multiple use of standardized components and modules allows for more economical technical validation and facilitates concentration on a minimum of reference vehicles for testing.
For the past several years, MAN Truck & Bus AG and Technische Universität München have been cooperating as part of an application-oriented and industry-relevant research project, and their findings are presented here.
Obstacles to standardization
Commercial vehicles are characterized first and foremost by challenging requirements concerning manufacturing costs and durability, i.e., quality issues. Against this background, manufacturers strive to combine improvements in cost efficiency and quality by means of implementing modularity and internal standardization in their development processes — coping with the market-related constraint of a required high variant product portfolio.
The engineering design process is affected by four challenging aspects that complicate modularity and standardization objectives:
- The variant spectrum for commercial vehicles is comparatively high and results both from an OEM’s strategic alignment and from an unavoidable high variety of customers’ utilization scenarios and transportation tasks. Typically, vehicles are assembled to order, yet the design caters to a high degree of specialization in transporting specific goods.
- The positioning and the available installation space for components are essential aspects. Customers’ orders typically include several customization requests profoundly influencing the vehicle layout and asking for individual installation space for own components (e.g., toolboxes).
- Further adaptations are done by body manufacturers to finalize the vehicle beyond the OEM’s area of influence (such as tippers, mixer trucks, etc.). To allow for optimal body mounting, the OEM has to make many interfaces available as optional adaptations.
- All aforementioned aspects appear in combination with long life-cycle periods of 20-30 years, bringing substantial uncertainties regarding future changes — initiated on customer side or technologically or due to legislation.
These challenges result in high efforts to engineer and manage this variance with an unavoidable lack of transparency. With respect to the low sales volumes per vehicle variant, commercial vehicle portfolios are not upgraded or set up newly all at once, but evolve slowly over many decades. Thus, the modular kit is growing additively with little systematic forward planning. New customer demands and vehicle configurations are made possible, corresponding to the customer order inflow. The component variants and especially their dependencies increase steadily, and as a result, changes evoke further subsequent changes. Efforts, costs, and even the exact portfolio penetration of changes can be hardly estimated. Hence, at MAN a significant percentage of productivity in engineering and construction is necessary for clarifying the particular variance context before realizing product changes.
Constructing concepts
To meet the design challenges mentioned, a design methodology for particular concepts and whole vehicle portfolios was developed and concentrated in the implementation of an integrated tool chain.
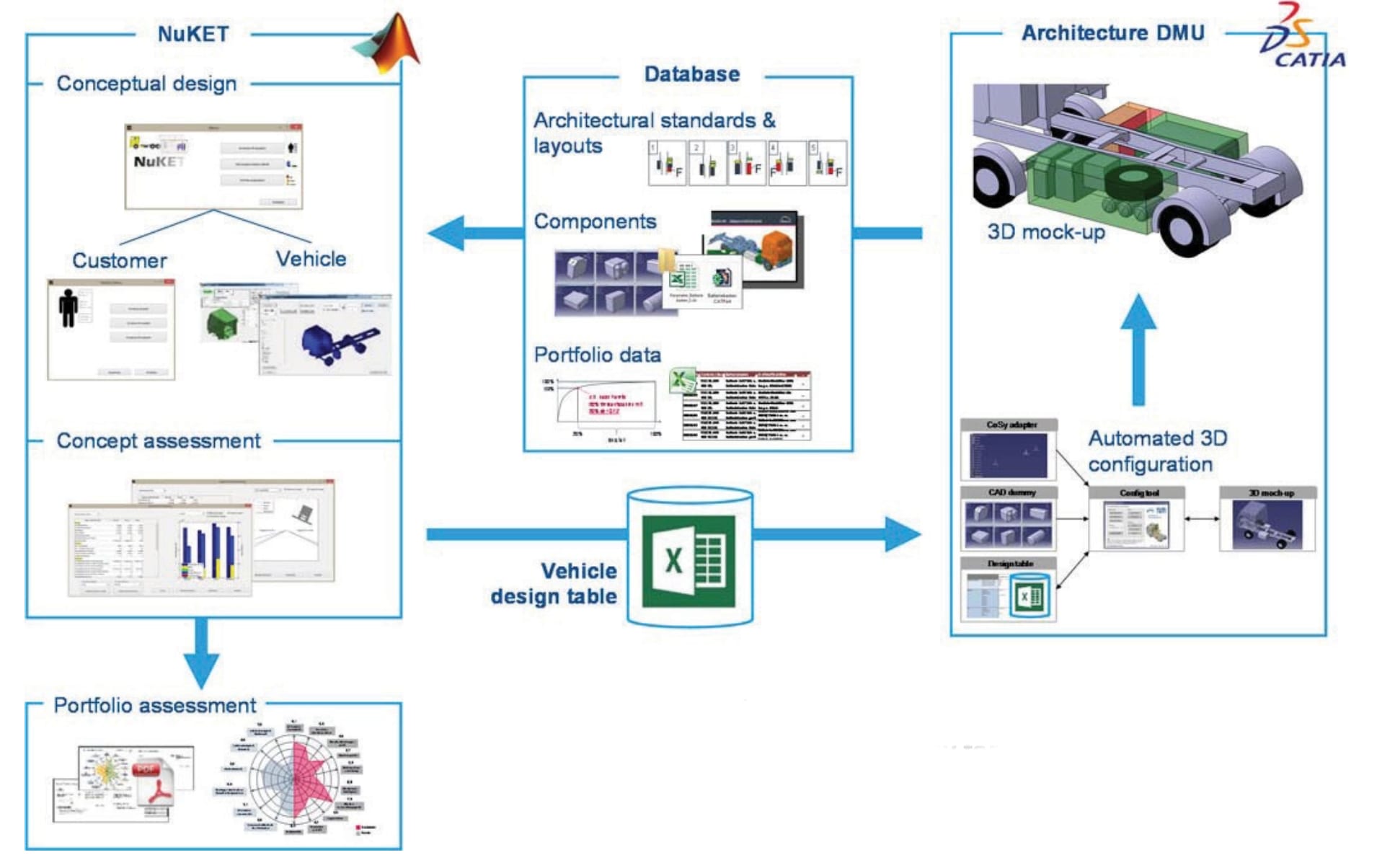
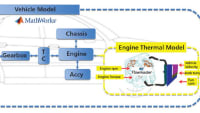
In the center of the methodology presented, an integrated virtual tool chain is established. It includes a mathematical design tool for vehicle concepts and associated customer profiles and operational scenarios, respectively (implemented in MathWorks’ MATLAB environment). After linking vehicle concept and usage profile, essentially complete vehicle performance factors are calculated and referred to a customer-specific rating system (relevance and utility value of criteria). In the event of several vehicle concepts, there is a key performance indicator (KPI) analysis assessing the whole vehicle portfolio. Finally, every vehicle concept is converted automatically into an architecture digital mock-up (DMU). In the architecture DMU component integration, possible collision and potential standard packaging spaces, and vehicle layouts are investigated. Promising standardized layouts can then be set as compulsory for all subsequent vehicle concepts to be designed in NuKET (Nutzfahrzeug Konzept Entwicklungs Tool or commercial vehicle concept design tool) to enforce commonality and synergetic effects in development and production.
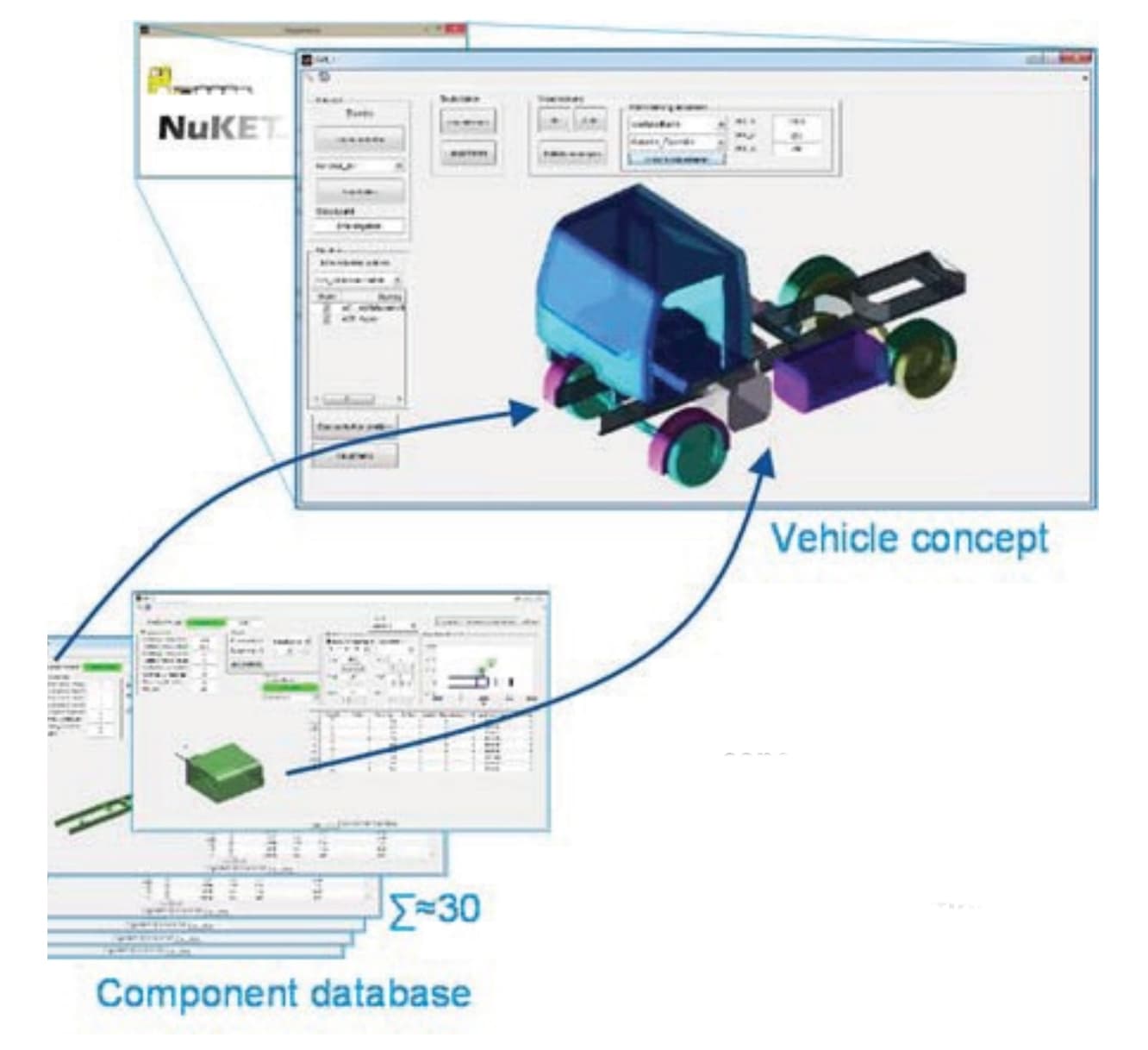
The design tool NuKET allows for developing vehicle concepts through accessing a database of 30 actual main components (e.g., fuel tank, cabin, etc.) with several corresponding component variants (e.g., 66 geometrical variants of fuel tanks — i.e., different material, length, and cross-section). Every component variant is represented by a conceptual abstracted geometry and relevant characteristics (e.g., mass, CG, material, package requirements, cost data, etc.). For visualization and collision detection, CAD geometry is integrated.
To gradually develop complete coherent vehicle concepts, main components can be manipulated as to their position (e.g., change of ladder frame side) and their specific variant (e.g., fuel tank size). If required for challenging complete vehicle characteristics, design studies on the component level can also be conducted by adding new component variance with individual properties. One or several customer profiles can be assigned to every vehicle concept to analyze their degree of applicability.
Having linked a vehicle concept and a customer profile, the final assessment can be conducted. The vehicle concept is characterized by 35 basic complete vehicle characteristics (e.g., fuel efficiency, road wear factor, turn radius, etc.). Different alternative concepts can be evaluated in the light of a customer profile and compared regarding their applicability.
Test cases
The evaluation methodology and the evaluation tool for portfolios of heavy trucks have been tested in two demonstrative use cases (UC). Use case 1 focuses on the analysis and optimization of an exemplary vehicle portfolio. Use case 2 shows the possibilities of applying the evaluation methodology to support strategic decision making.
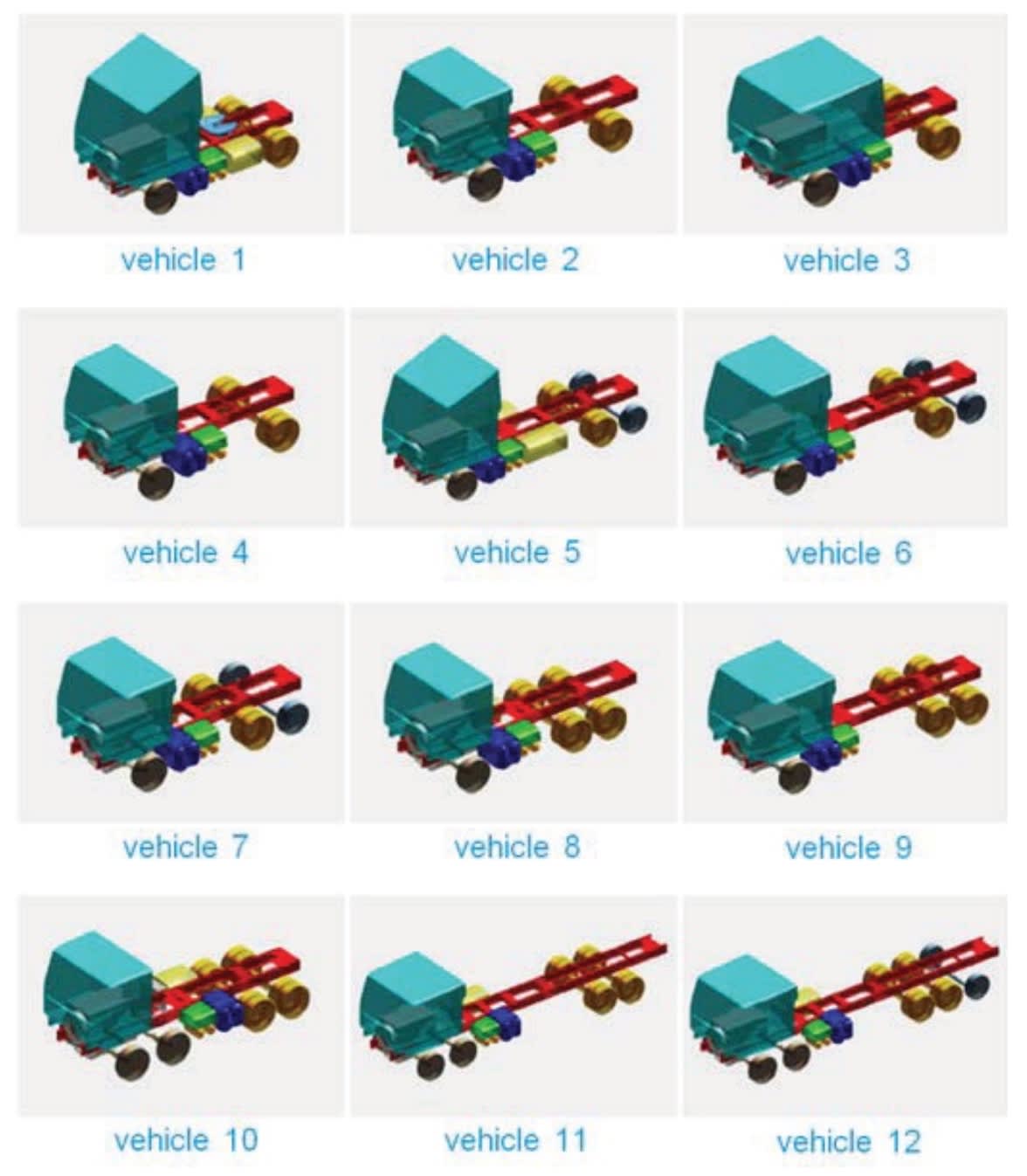
The main benefit of the portfolio analysis report is to show potential areas for portfolio optimization. To test this, a scenario of sample vehicles and customer profiles has been created in NuKET. Twelve vehicles have been designed and optimized for the demands of 15 customer profiles. These profiles range from a standard tractor unit for a semi-trailer to a five-axle concrete pump for construction sites and an inner-city garbage truck. They represent the significant variety of requirements commercial vehicle customers have (tank volume, ground clearance, wheelbase, cabin size, etc.)
Following the methodology, the portfolio is analyzed. KPIs are being computed and then related to one data scale. A portfolio analysis report with all information is generated automatically.
The following weaknesses could be identified in the detail analysis:
- There is a big variety in the components frame, cabin, fuel tank
- There is a big gap between the wheelbases 3600 and 4400 mm (141.7 and 173.2 in)
- The quantities of the components cabin, frame, and engine are distributed inconveniently
- The value intensity of the components frame, cabin, and front axle is suboptimal
- Vehicles 2 and 3 are almost identical in terms of customer relevant characteristics.
For the optimization of the portfolio, the following measures are being taken:
- Reduction of cabin variants — Creating a cabin that fits both off-road and on-road chassis, reducing the total number of available cabin sizes
- Reduction of frame variants — Reducing the total number of available frame lengths, merging frames of similar lengths
- Optimization of fuel tank variants — Introducing a system of new standard tank layouts, based on the customer requirements
- Optimization of front and rear axle variants — Changing the wheel formula for two “exotic” variants and thereby reducing the number of combinations needed.
These measures are being carefully carried out with the portfolio development tool NuKET. The portfolio analysis report shows exactly which component variants to address and which component variants should be left unchanged.

The results of four optimization loops are showing relevant improvements in the configured vehicle portfolio. The values of almost all KPIs could be raised. Especially the degree of standardization, the variety of components, the reutilization ratio, and the value intensity could be adjusted. The modular kit of the portfolio became more flexible and cost effective, raising the quantities of most components and distributing them more efficiently. The customer-relevant characteristics of the portfolio (range of product variants, relative diversity of product variants, etc.) did not suffer from these optimization measures and could even have been slightly improved. The optimization measures have affected the variety of mounting positions in a negative way (in some cases, two or three component variants have been replaced by one component variant in two or three mounting positions). It is the only KPI with decreased value.
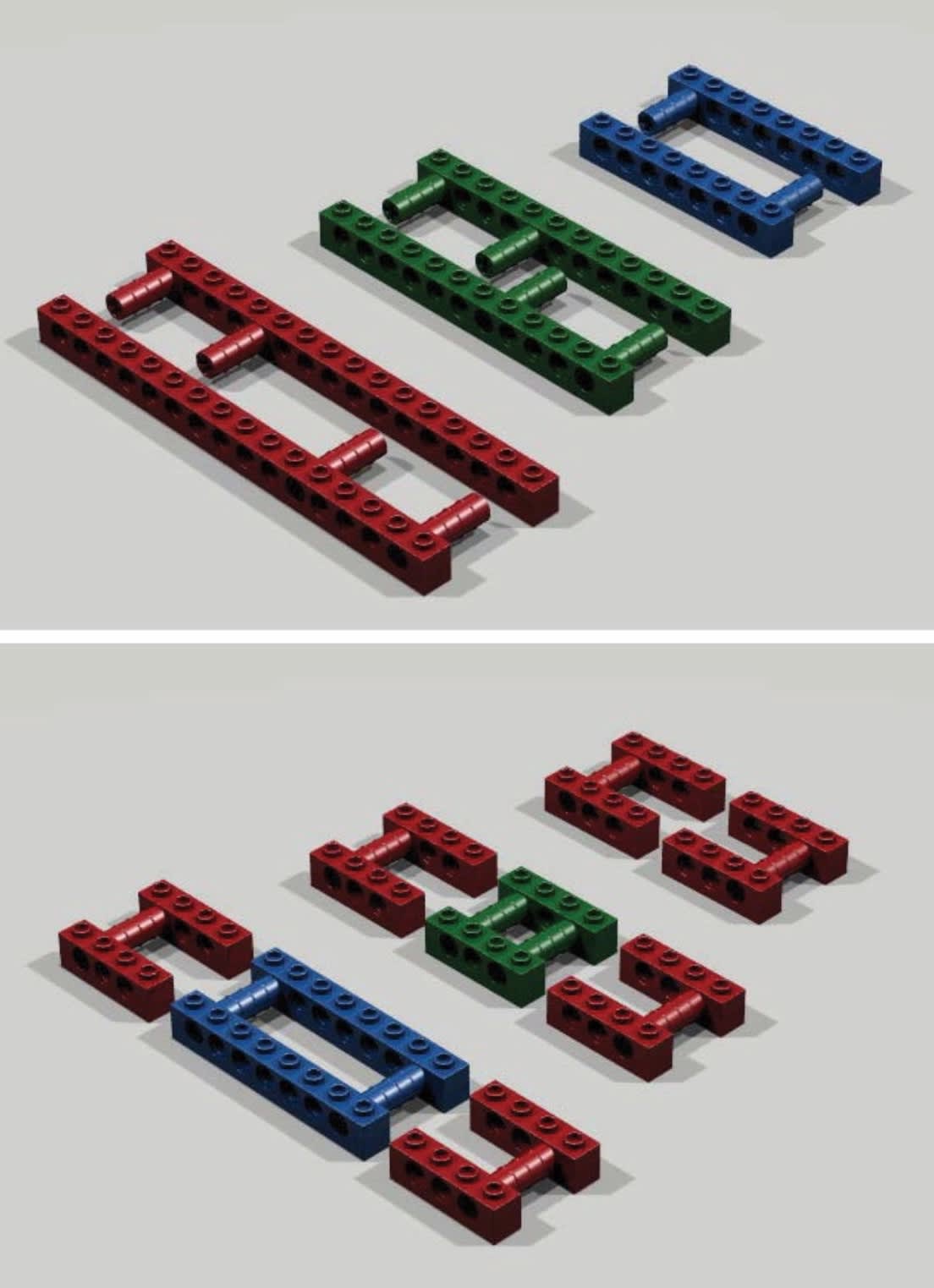
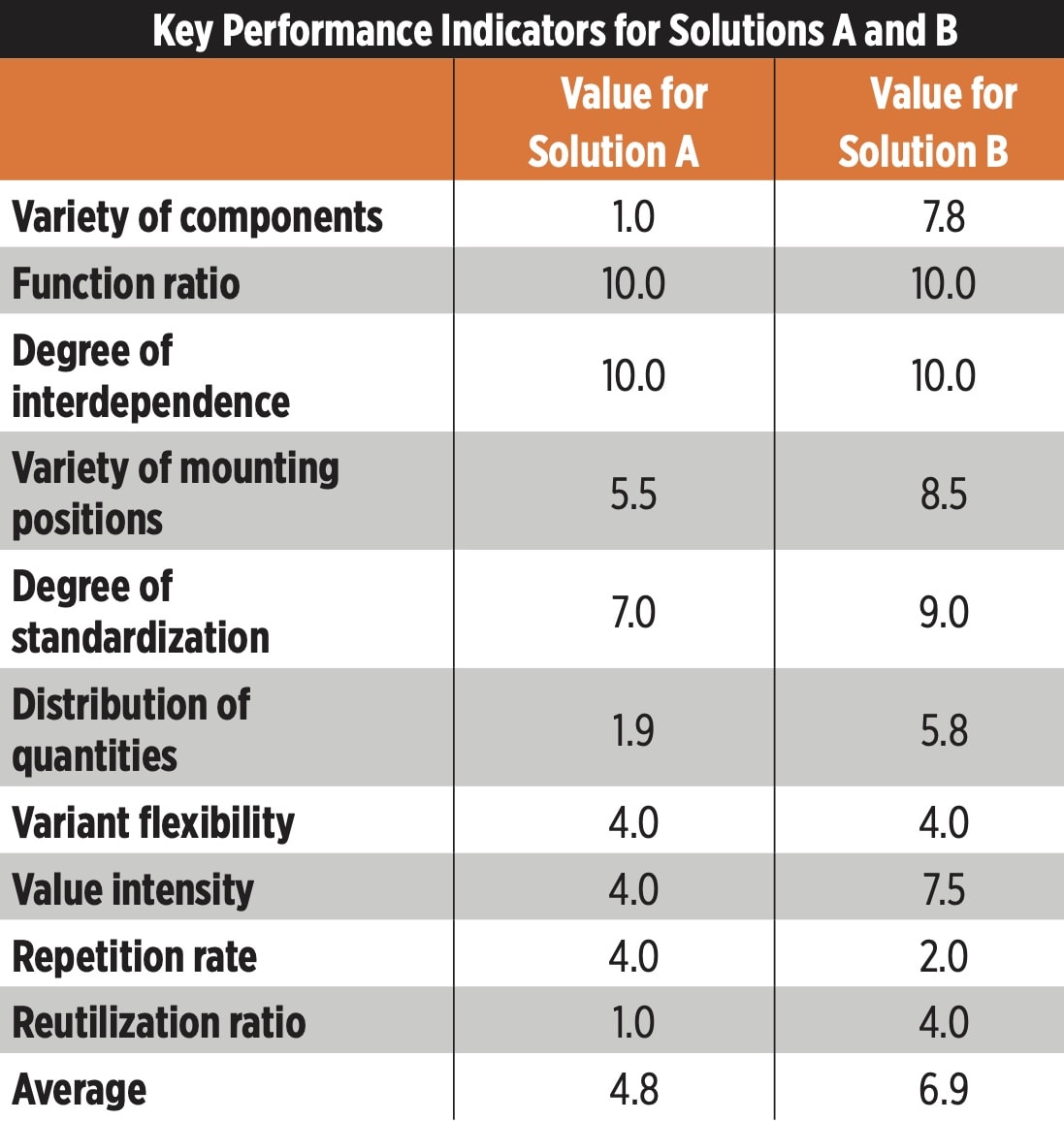
For UC2, a (generic) use case was created to show the use of the evaluation methodology in the support of strategical decision. Two technical solutions for a new truck frame have been developed. Both solutions consist of three components and are (hypothetically) identical in terms of part costs per frame and customer-relevant characteristics (e.g., stiffness of the structure, weight, etc.). Solution A consists of three half-frames whereas solution B consists of an end module and two different middle modules for the creation of the three frames.
The project leader has to decide which solution to take into the detailed design phase for series production. A portfolio analysis for the modular design of the two solutions was conducted.
Solution B was found to be much more efficient and flexible than solution A. The value intensity and the reutilization rate as well as the degree of standardization are significantly higher with this solution. It makes better use of the parts and will be more adaptable in case of changed requirements. The quantities of the components are distributed more conveniently. This will increase quality and lower the production costs in the long run. The only advantage of solution A is the high repetition rate. All components are used twice in every frame, which is going to lower the price per part.
Striking a balance
The virtual tool chain presented including concept design (NuKET) and 3-D layout planning (architecture digital mock-up) provides a valuable contribution already in the early concept phase by allowing for flexible and performant concept studies coping with reduced product knowledge according to the early phase.
Since the impact of singular vehicle concepts on the overall modular kit of components can be analyzed only retrospectively in the face of multiple vehicle concepts — i.e., having an entire vehicle portfolio — a KPI-based assessment metric has been developed. An aggregated KPI abstract and an automatically generated more detailed key figure report allows for identifying vehicle concepts at low degree of standardization within the portfolio (e.g., utilizing exclusively special components with low sales volume). To improve the overall standardization within the portfolio (triggered by cost and quality requirements on a competitive market environment), these vehicle concepts are revised. Finally, an optimal marketable vehicle portfolio can be generated by balancing between dedicated vehicles with best customer-relevant characteristics and standardized vehicles.
Having already shown promising results in first industrial case studies, the methodology presented is designated to be integrated in the product development process and the associated tool chain to be successively industrialized in extracts.
This article is based on SAE International technical paper 2014-01-2415 by Armin Förg, Moritz Wolter, and Markus Lienkamp of Technische Universität München, and Matthias Kreimeyer of MAN Truck & Bus AG.
More From SAE Media Group
Motion Design INSIDER
Physics-Aware Neural Networks Improve Camera-Based Machines
Tech Briefs
Disrupting the Automobile Design Process

Automotive Engineering
Accelerating Down the Road to Autonomy

Automotive Engineering
Sharper Testing Delivers Better AV Performance
Tech Briefs
Vehicle Design with System-Level Modeling

Battery Technology
Using Multiphysics to Predict and Prevent EV Battery Fire

Autonomous Vehicle Engineering
End Public ‘Shadow’ Driving!
Sensor Technology
What Will 5G Do for the IoT/IIoT?
Battery Technology
An Immersive Solution for Thermally Safer EV Batteries
Battery Technology
Modeling & Simulation for Battery Development
Motion Design INSIDER
Improving Traffic Signal Timing with a Handful of Connected Vehicles


Off-Highway Engineering
Heavy-Duty Engine Design




Battery Technology
Mapping Performance Variations to See How Lithium-Metal Batteries Fail

Off-Highway Engineering
The Role of a Cloud-based Server in Service Workshops
Autonomous Vehicle Engineering
Lockered and Loaded

Off-Highway Engineering
ZM Trucks Starts Production in Fontana, California
Top Stories
INSIDERManufacturing & Prototyping
![]() How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
INSIDERManned Systems
![]() FAA to Replace Aging Network of Ground-Based Radars
FAA to Replace Aging Network of Ground-Based Radars
NewsTransportation
![]() CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
NewsSoftware
![]() Accelerating Down the Road to Autonomy
Accelerating Down the Road to Autonomy
EditorialDesign
![]() DarkSky One Wants to Make the World a Darker Place
DarkSky One Wants to Make the World a Darker Place
INSIDERMaterials
![]() Can This Self-Healing Composite Make Airplane and Spacecraft Components Last...
Can This Self-Healing Composite Make Airplane and Spacecraft Components Last...
Webcasts
Defense
![]() How Sift's Unified Observability Platform Accelerates Drone Innovation
How Sift's Unified Observability Platform Accelerates Drone Innovation
Automotive
![]() E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
Power
![]() Hydrogen Engines Are Heating Up for Heavy Duty
Hydrogen Engines Are Heating Up for Heavy Duty
Electronics & Computers
![]() Advantages of Smart Power Distribution Unit Design for Automotive...
Advantages of Smart Power Distribution Unit Design for Automotive...
Unmanned Systems
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design...
Quiet, Please: NVH Improvement Opportunities in the Early Design...