

Top Productivity Improvement Tips for Manufacturing Turbine Discs

Aerospace manufacturers know what it means to work with high stakes. Extremely tight tolerances, expensive materials and complicated processes define the industry. But few aerospace components are more critical — or more challenging — than the turbine discs that go into the hot side of jet engines.
When machining these rotating components, everything must be correct, secure and reliable — not only to meet stringent surface integrity requirements, but also to avoid devastatingly expensive failures. A mistake that leads to a scrapped component can cost a manufacturer upward of $100,000, depending on when the mistake happened in the production process.

And as manufacturers in this space know, it isn’t getting any easier. The industry is moving toward lighter-weight, hotter-running engines to improve fuel efficiency. To meet these requirements, engine builders are beginning to use more advanced proprietary materials that are more demanding on tools. Engines are also getting smaller, which means discs with smaller features, like pockets and diaphragms, that are harder to machine.
The material properties that make these components ideal for extremely hot-running engines are also what make them so complicated to manufacture. Heat-resistant superalloys (HRSAs) are notoriously difficult to work with because they put heat back into the cutting tool — creating more tool wear and risk of failure. To maximize process security and avoid costly mistakes, operations need to carefully assess their tooling and techniques for efficient production.
The most critical features that define turbine discs are also some of the most challenging. C-groove pocket features, seal fins and tulip slots all have their own unique challenges, and effectively machining these features requires a combination of advanced tools and techniques. Here, we’ll look at strategies shops can take to improve productivity when machining these defining features of turbine discs.
Making the Right Cut for C-Grooves
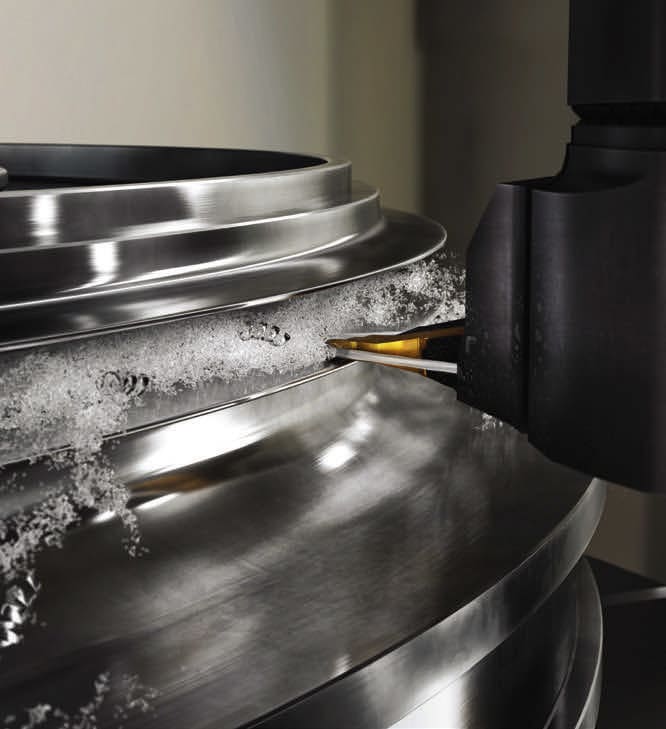
For diaphragm or pocket features like c-grooves, light and fast cutting action is the key to secure, productive machining. The ideal formula for achieving this is using round-shaped inserts or tools with advanced programming techniques. High-pressure, high-precision coolant should also be applied to help manage heat, extend tool life and extract chips away from the cutting zone.
A round insert offers the flexibility needed for CAM programs like dynamic turning, which eases the tool into the cut and out again, back and forth, while the software dynamically adjusts the feed rate throughout the cutting process. Using this arching technique instead of just plunging the tool is one of the safest and most secure ways to open up a pocket with HRSAs, because it spreads out the wear over a larger area of contact in the tool. Although this technique may not be suitable for smaller grooves, it’s the best way to go whenever possible.
Operations also need to pay attention to their depth of cut. Light cutting action with a depth of cut versus diameter ratio between 10 and 15 percent will allow you to accelerate the feed rate, minimize radial engagement and generate less heat. During this process, shops also need to look out for the chip thinning effect. Chip control is a primary way to manage heat, and when chips thin out from light depths of cut, they don’t have the mass needed to retain heat and pull it away from the tool and into the chip pile. To avoid chip thinning, operators need to compensate for the light depth of cut by accelerating the feed rate to break the chips and pull the heat away along with the chips.

These cutting operations can be machined in vertical turning lathe (VTL) machines, especially for larger discs. However, because of the large diameter, they have speed limitations. Today, more and more companies are switching to multitask machines like 5-axis to handle multiple features and cutting operations in the same machine. This minimizes the number of times they need to take the part in or out of a machine and creates a more stable process.
Tooling Up for Ever Smaller Diameters in Seal Fins
When it comes to machining seal fins, shops will need to contend with a lot of small and thin peaks and valleys. Traditionally, shops could rely on general tools for this operation, but the trend toward smaller fins will likely necessitate a new approach to tooling. Today, there are specialized tools with smaller diameter inserts available that can make machining these features much easier.
These carbide or cubic boron nitridetipped (CBN) seal fin grooving inserts are available in 2 mm or 1.5 mm widths to more effectively get into those small peaks and valleys to produce the seal fin. These inserts also allow for nonlinear tool paths like dynamic turning for roughing or scoop turning for finishing operations.

For roughing operations, dynamic turning methods similar to those used for c-grooves minimize heat and tool wear with light radial cuts. This method not only minimizes tool wear during roughing operations, but it also produces a smoother cut that will be less demanding on your tools in subsequent stages of machining.
Scoop turning for finishing operations is a two-step method that brings the cutting tool from the top of the fin, down the one side, into the radius and out. Then it performs the same sequence on the other side. Traditionally, shops would try to handle this operation in one sweep. But with the scoop turning method, the cutting tool doesn’t deflect or bend the seal fin, and it doesn’t push the material, keeping the feature more symmetrical, which is critical for a proper seal. It also improves process security machining efficiency.
Optimizing for Tulip Slots
Machining smaller tulip slots can be a demanding and expensive process. These features are often machined with a broaching technique in which the carbide tool has multiple teeth positioned to remove material by linearly feeding the tool. This technique requires dedicated, expensive machines and a very costly tooling setup. But as shops look for more ways to reduce tooling costs, they’re beginning to turn to solid carbide end mills or specialized carbide tulip cutters to machine these features.
Carbide tools not only offer a low-cost, effective solution compared to broaching methods, but they’re also highly recyclable, helping workshops reduce waste or meet sustainability goals. However, tulip slots can vary widely in each component, so these tools aren’t available as off-the-shelf solutions. They require customization to meet the specialized demands of each unique disc.

The variability in tulip slots also means shops will employ a wide variety of methods for roughing open a slot and finishing the feature. Some may use solid carbide drills to rough and remove material. Some may use solid carbide end mills with dynamic milling programs to open up the slot. The wide variety of available approaches is partly what makes tulip slotting so challenging to do efficiently. Determining the optimal tool and method for your unique component takes time and expertise that may not be readily available to some shops.
Here, the right tooling partner can make a big difference in your operation. In most cases, shops don’t have the time or resources to experiment with all the tulip slotting options on their own shop floor. But a tool provider with dedicated aerospace centers can manufacture and prove out tools at their own facilities, running tests with multiple tools and methods on your unique component to recommend the best solution.
Teaming Up With a Tool Provider To Take On Your Turbine Disc Challenges
Aerospace manufacturers have no shortage of challenges when it comes to machining turbine discs, but they don’t have to face those challenges alone. Partnering with a tool provider can lead to benefits that extend far beyond tools. The right tooling partner will also be able to offer a wide range of technology, expertise and services to help you meet the challenges of today and tomorrow.
A tool provider that takes a comprehensive approach to its aerospace machining solutions can also offer advanced CAM software designed specifically for your turbine disc operations. For example, some providers can offer software that automatically adjusts the cutting force to smooth out the peaks and valleys in features like tulip slots or seal fins. The right provider will also be able to equip your shop with the latest in digital machining technologies, such as sensor-equipped tool holders or machine monitoring and analytics to optimize your production.
Most importantly, partnering with a full-service tool provider will give you access to a global network of experts who can support your operation from beginning to end. Whether it’s testing new tools or processes at off-site facilities or providing technical support on your shop floor, they’ll have the knowledge you need to take turbine disc production further.
This article was written by Scott Lewis, Aerospace Industry Specialist, Sandvik Coromant. For more information, visit here .
More From SAE Media Group
Aerospace & Defense Tech Briefs
Overcoming Machining Productivity Challenges with Aerospace Components

Aerospace Manufacturing and Machining
CAM Software Technology Keeps Pace with Aerospace Manufacturing Challenges
Aerospace & Defense Tech Briefs
Making the Rounds in Aerospace: Tooling and Techniques for Discs, Blisks and Rings
Tech Briefs
Self-Advancing Step-Tap Drills

Medical Manufacturing and Machining
Low-Cost Sensors Have High Impact on Productivity
Aerospace Manufacturing and Machining
Changing How the Aerospace Industry Makes Parts
Sensor Technology
Machine Monitoring Enables Control of Cutting Forces


Sensor Technology
Smart Buildings Can Make You Healthier and Happier
Motion Design
Smart Manufacturing Control
Aerospace & Defense Tech Briefs
Aerospace Production: Overcoming Challenges in Composite Machining
Off-Highway Engineering
CAN-Enabled Electrohydraulic Mobile Valve
Motion Design
IMTS2018 Preview
Photonics & Imaging Technology
Advanced Laser Cleaning Robotic Work Cells Turbocharge Industrial Processes
Automotive Manufacturing and Machining
Atlas Copco Takes Smart-Manufacturing Tools and Systems on Tour
Medical Manufacturing and Fabrication
Grinding Machines Offer Unique Capabilities for the Medical Industry
Off-Highway Engineering
Hyundai Reveals Compact Electric Excavator Prototype

Medical Design Briefs
Winter 2022 Resource Guide
Tech Briefs
A Guide to Collaborative Robot Safety
Medical Design Briefs
Boston Scientific Improves Cardiac Monitoring Component with Heimatec Speeders

Sensor Technology
Digital Twins for Industry
Sensor Technology
Machine Condition Monitoring Keeps a Factory Running
Off-Highway Engineering
3DEO Launches New Metal 3D-Printing Platform
Motion Control Technology
Yaskawa Controllers Help Echo Hill Upgrade Grinding Operation

Top Stories
INSIDERWearables
![]() A Next Generation Helmet System for Navy Pilots
A Next Generation Helmet System for Navy Pilots
INSIDERWeapons Systems
![]() New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
NewsAutomotive
![]() Ford Announces 48-Volt Architecture for Future Electric Truck
Ford Announces 48-Volt Architecture for Future Electric Truck
INSIDERAerospace
![]() Active Strake System Cuts Cruise Drag, Boosts Flight Efficiency
Active Strake System Cuts Cruise Drag, Boosts Flight Efficiency
ArticlesTransportation
![]() Accelerating Down the Road to Autonomy
Accelerating Down the Road to Autonomy
NewsUnmanned Systems
![]() Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
Webcasts
Electronics & Computers
![]() Cooling a New Generation of Aerospace and Defense Embedded...
Cooling a New Generation of Aerospace and Defense Embedded...
Power
![]() Battery Abuse Testing: Pushing to Failure
Battery Abuse Testing: Pushing to Failure
Communications
![]() A FREE Two-Day Event Dedicated to Connected Mobility
A FREE Two-Day Event Dedicated to Connected Mobility
Unmanned Systems
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Transportation
![]() Advantages of Smart Power Distribution Unit Design for Automotive &...
Advantages of Smart Power Distribution Unit Design for Automotive &...
Aerospace
![]() Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance
Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance