



Thermal Analysis and Microhardness Mapping in Hybrid Laser Welds in a Structural Steel
Hardness values of the weldment are used as an acceptance criteria for certain industrial applications involving structural steel.
The concept of combining a laser welding system with a conventional arc welding system (GTAW) was first proposed in order to improve the stability of the laser welding system and to allow greater flexibility in part fit-up. Prior research stated that using a YAG laser at a power of 3 kW, one was able to hybrid laser weld a 4-mm-thick aluminum alloy at a speed of 4 n/min. For a mild steel plate, butt welding at 1 m/min with 5 kW of 6-mm-thick plate was realized. Just as significantly as the weld speed was the ability to hybrid laser weld with gaps up to 1.5 mm in a plate 6 mm thick. The glass metal arc welding (GMAW) laser hybrid process can increase the gap bridging ability, i.e., it appreciably broadens the range of tolerances with regard to edge preparation quality. The arc’s energy input in the hybrid welding process also permits control of the cooling conditions. Via the keyhole, the laser beam brings about easier ignition of the arc, stabilization of the arc welding process, and penetration of the energy deep into the material. The improvement of the energy input leads to a greater welding depth and speed being achieved with the hybrid process compared with individual processes on their own.
The hybrid laser process offers significant advantages in terms of welding speed with respect to the conventional GMAW or GTAW processes without the need for very close fit-up. This work compares an autogenous laser weld to a hybrid laser weld in a 6.3-mm-thick structural steel called HSLA-65. A thermal analysis was conducted for both welds based on a constrained optimization technique. The results of that technique allow extraction of cooling curves at any point in the weld. The cooling curves are then combined with the chemical composition in order to calculate the volume fractions of microstructures and their hardness. The hardness was mapped over the entire weld, and the experimental results were compared to the calculations.
The entire fusion line of the weld was used as input for the thermal model, which uses a constrained optimization process; input for the thermal model is effected via the specification of constraint conditions defined according to experimental information concerning solidification cross-sections. The thermal model allows extraction of the cooling curves at any point in the weld. These curves indicate that the cooling time from 800 to 500 ºC is independent of peak temperature and thus dependent only on the thermal properties of the steel.
An autogenous laser beam weld was fabricated in 6.3-mm-thick HSLA-65 steel at a Nd:YAG laser power of 4 kW and a welding speed of 0.63 m/min. The corresponding hybrid laser weld was fabricated at the same power and a welding speed of 0.89 m/min. The GMAW had a voltage setting of 26.8 volts, a current setting of 190 amps, and a wire speed of 17.3 m/min with a gas shielding of 90% Argon/10% CO2. The plates were butted against each other without any gap.
Based on the composition, the cooling curves, and a prior austenite grain size, the volume fractions of the daughter products of the austenite decomposition were determined. The results of this calculation indicate that the microstructure is 99% martensite for both welds. The microstructure of the autogenous weld has a calculated hardness of 348 HV, whereas the hardness of the hybrid laser weld has a calculated hardness of 365 HV. The hardness of both welds was mapped over the entire weld at incremental steps of 0.25 mm using an automated hardness indenter. The maximum hardness measured in the autogenous weld was 360 HV, whereas in the hybrid laser weld the maximum hardness was 388 HV.
The maps indicate significant areas in the fusion and HAZ where the hardness exceeds 350 HV. The addition of filler metal does not necessarily modify the cooling rate sufficiently to alleviate the high hardness associated with the formation of martensite. This is especially true when the carbon content of the consumable is greater than the carbon content of the base plate.
Laser hybrid welding permits gaps in the joint that are unacceptable with autogenous laser welding. The selection of the consumable must be done with great care since the hardness of the hybrid laser weld can be greater that that of the autogenous laser weld.
This work was done by E. A. Metzbower, D. W. Moon, C. R. Feng, and S. G. Lambrakos of the Naval Research Laboratory, and P. E. Denney of Edison Welding Institute. NRL-0055
This Brief includes a Technical Support Package (TSP).
Thermal Analysis and Microhardness Mapping in Hybrid Laser Welds in a Structural Steel
(reference NRL-0055) is currently available for download from the TSP library.
Don't have an account?
More From SAE Media Group
Photonics & Imaging Technology
Fiber Lasers for Powertrain Welding Applications
Aerospace & Defense Tech Briefs
Pulse Plasma Nitriding for Aerospace Applications
Tech Briefs
Contaminant-Free Steel

Tech Briefs
Nickel Titanium Alloy Ball Bearings
Aerospace & Defense Tech Briefs
Limiting Creep in Aerospace Materials
Photonics & Imaging Technology
Advances in Laser Welding Technology
Aerospace Manufacturing and Machining
Tips for Choosing CBN Grinding Wheels
Tech Briefs
Shape Memory Alloy Art (SMA-Art) Shapes

Aerospace Manufacturing and Machining
Why Heat Exchanger Manufacturers Need to Rethink Design and Fabrication
Aerospace & Defense Tech Briefs
Metal Additive Manufacturing


Sensor Technology
Acoustic Monitoring of Laser Welds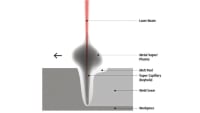
Tech Briefs
Aluminum Joining Methods: Welding vs. Adhesives
Medical Design Briefs
Quiet Gears Improve Patient Comfort and Imaging Quality in Medical Equipment
Advanced Manufacturing INSIDER
Speedy Laser Mirrors Enable Better Welding
Medical Design Briefs
A Versatile Tool for CNC Machining of Medical Devices
Off-Highway Engineering
Bosch Invested in Large-Scale Metal 3D Printing

Photonics & Imaging Technology
Advanced Materials Help Lasers Beat the Heat
Aerospace & Defense Tech Briefs
Manufacturing Spotlight: Advanced Drilling, Threading and Milling Tools Maximize Productivity in Challenging Aerospace Materials
Aerospace & Defense Tech Briefs
High-Flying Output: Key Machining Techniques for Structural Aircraft Components
Motion Design INSIDER
Superlubricity Coating for Nearly Friction-Free Surfaces
Motion Design
Custom Gimbal for JHU-APL Shows Promise for Others
Medical Design Briefs
Product Focus: Manufacturing/Assembly Equipment
Tech Briefs
Rapid 3D Printing of Biomedical Parts
Medical Design Briefs
Product Focus: Mechanical Components 2024
Tech Briefs
Using 3D Printing to Strengthen Jet Engines
Overview
The document titled "Thermal Analysis and Microhardness Mapping in Hybrid Laser Welds in a Structural Steel" presents research findings from the International Conference on Processing and Manufacturing of Advanced Materials (THERMEC'2003). It focuses on the hybrid laser welding technique, which combines laser and arc welding to improve the quality and performance of welds in structural steel applications.
The study highlights the importance of understanding the thermal behavior and microhardness of welds, particularly in relation to the risk of hydrogen cracking. The authors note that steel welded under specific conditions that fails at a bend angle below 20 degrees in room temperature tests is deemed unsatisfactory for service in the as-welded condition. A critical hardness level of 250 HVN is identified, above which the risk of underbead cracking increases, especially in marine environments where hydrogen presence can lead to subcritical cracking.
The research includes experimental data on the cooling curves of both autogenous and hybrid laser welds, revealing that the cooling time from 800 to 500 °C is consistent across different peak temperatures, indicating a dependence on the thermal properties of the steel rather than the welding parameters. The findings suggest that the addition of filler metal in hybrid welding can lead to higher hardness levels compared to autogenous welding, particularly when the carbon content of the filler exceeds that of the base material.
Lloyd's Register's draft guidelines are referenced, which recommend that hardness should not exceed 350 HV to mitigate the risk of hydrogen cracking. However, for autogenous welds or those using low hydrogen consumables, hardness values up to 380 HV are considered acceptable. The document emphasizes the need for careful selection of consumables to manage hardness levels effectively.
In conclusion, the research underscores the significance of thermal analysis and microhardness mapping in hybrid laser welding, providing insights into the relationship between welding parameters, microstructure, and mechanical properties. The findings aim to enhance the understanding of welding processes and improve the reliability of welded structures in various applications, particularly in environments susceptible to hydrogen-induced cracking.
Top Stories
INSIDERManufacturing & Prototyping
![]() How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
INSIDERManned Systems
![]() FAA to Replace Aging Network of Ground-Based Radars
FAA to Replace Aging Network of Ground-Based Radars
NewsTransportation
![]() CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
NewsSoftware
![]() Accelerating Down the Road to Autonomy
Accelerating Down the Road to Autonomy
EditorialDesign
![]() DarkSky One Wants to Make the World a Darker Place
DarkSky One Wants to Make the World a Darker Place
INSIDERMaterials
![]() Can This Self-Healing Composite Make Airplane and Spacecraft Components Last...
Can This Self-Healing Composite Make Airplane and Spacecraft Components Last...
Webcasts
Defense
![]() How Sift's Unified Observability Platform Accelerates Drone Innovation
How Sift's Unified Observability Platform Accelerates Drone Innovation
Automotive
![]() E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
Power
![]() Hydrogen Engines Are Heating Up for Heavy Duty
Hydrogen Engines Are Heating Up for Heavy Duty
Electronics & Computers
![]() Advantages of Smart Power Distribution Unit Design for Automotive...
Advantages of Smart Power Distribution Unit Design for Automotive...
Unmanned Systems
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design...
Quiet, Please: NVH Improvement Opportunities in the Early Design...