


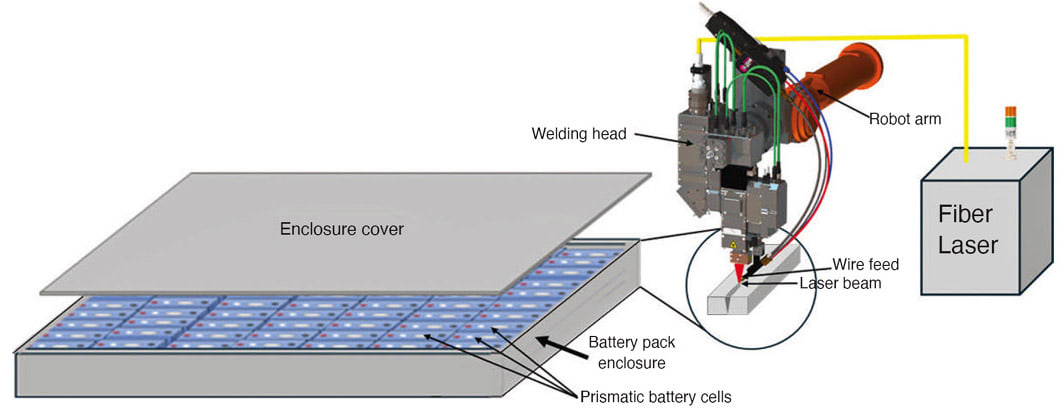
Wire Feed Laser Welding for Battery Pack Aluminum Enclosure Manufacture in EVs
Battery pack enclosures serve a crucial purpose in the safe storage and protection of energy cells. Their primary function is to securely contain lithium-ion batteries and seal them within a durable structure.

Aluminum is the dominant material for electric vehicle (EV) battery pack enclosures for a simple yet significant reason: its lightweight characteristics. This property directly impacts a car’s range, cost, corrosion resistance, thermal management, and overall sustainability. Additionally, aluminum offers excellent strength relative to its weight, making it an ideal choice for structures that require both durability and a lightweight design. For example, mild steel typically has a tensile strength of around 400–550 MPa and a density of about 7.85 g/cm3, while many aluminum alloys can reach tensile strengths near 300 MPa with a density of only 2.7 g/cm3. This means that for the same strength requirement, aluminum parts can be roughly 65 percent lighter than their steel counterparts. Moreover, their good thermal conductivity helps in managing heat in battery systems.
The 6000-series aluminum are used for battery enclosure parts such as the top protection cover, and cooling plate/thermal management system. The family of high-strength thick 6xxx alloys is designed for aluminum extrusion-based structural frame and cross members, as it is well-suited for crash management systems.
In the construction of aluminum enclosures, the thickness of aluminum and the selection of appropriate joint types are crucial to ensuring structural integrity, safety, and durability. Typically, thicknesses range from approximately 2 mm to over 10 mm.
Laser Welding
One of the methods for joining enclosure parts is using lasers, which are more effective compared to other joining methods because they create precise, high-strength joints that meet the performance and safety standards required in EVs.
Autogenous laser welding is preferred in automotive manufacturing because it’s fast and precise, it doesn’t require extra filler material, which saves money and avoids contamination. However, welding 6000-series extrusion-based aluminum alloys, particularly at thicknesses >4mm, can be challenging due to the unique characteristics of this material. These alloys, typically aluminum-magnesium-silicon blends, are valued for their strength and corrosion resistance but present difficulties such as high thermal conductivity, high thermal expansion leading to distortion, porosity formation, and susceptibility to cracking.
Because of the susceptibility to cracking, using a filler wire makes the process more durable, especially since battery enclosures are required to be sealed and both waterproof and airtight. Theoretically, filler wire can be fed into the weld pool from any direction around the beam, but practically the wire is fed either to the leading or trailing edge of the keyhole. On the other hand, this method also increases system complexity, reduces welding speed, and adds to consumable costs.
Filler Wire
To make the process more accurate, tactile wire feed laser welding (a method that involves sensors or mechanical feedback systems to guide wire placement and ensure precise delivery into the weld pool) uses laser energy and a filler wire to create strong and precise welds. This technique is especially useful in jobs that require tight tolerances and consistent quality. This method often requires a groove in the workpiece to ensure proper alignment and penetration of the weld. A groove helps guide the filler wire into the weld pool, allowing for precise placement and consistent quality. The filler wire, on the other hand, should closely match the chemical composition of the base metal to ensure that the weld area has similar mechanical and thermal properties to the base metal. Otherwise, it can lead to problems like poor weld quality, weakness, or even cracking in the weld. The mismatch might also cause the weld to be more prone to corrosion or failure over time.
This consistency helps maintain the strength, ductility, and performance of the weld under stress or environmental conditions. It is important to mention that matching wire thickness and groove design along with their specific dimensions is very important to achieving a high-quality weld. The filler wire must be of the appropriate thickness to ensure proper penetration and fusion with the base metal, while the groove design must be tailored to accommodate that wire size. When these elements are well matched, they help prevent defects such as porosity, lack of fusion, or cracking, which can compromise the weld’s strength and durability. In the end, matching the wire and groove design creates a stronger, more reliable weld that holds up well under dynamic stress.
Welding Plats
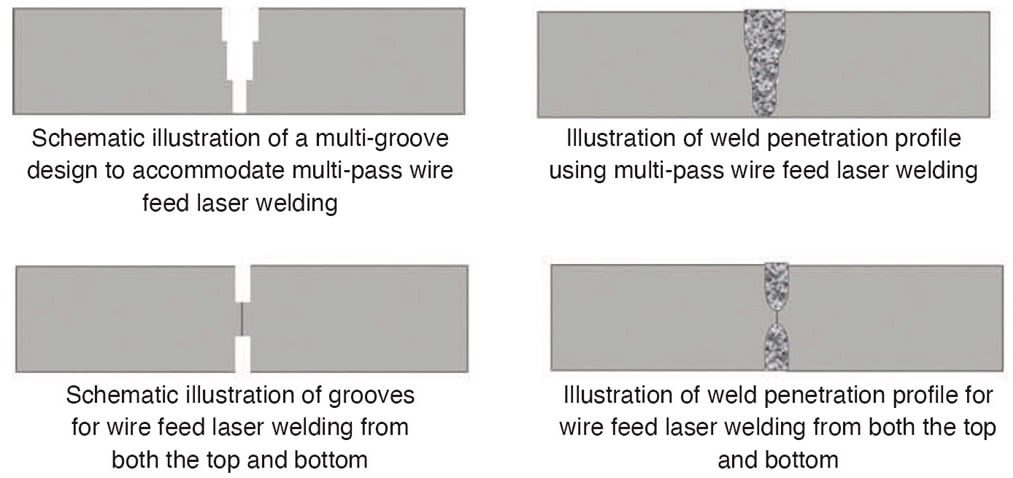
To achieve full penetration in thick plates >6mm, the most common two methods are multi-pass welding plats with low laser power and top and bottom welding plats with high laser power.
Multi-pass welding plats with low laser power: This method involves using low laser power to perform multiple passes, gradually building up the weld to achieve full penetration. This method requires a welding head with the ability to adjust the beam diameter at the focus point, allowing it to accommodate multiple wire diameters. Additionally, the low laser power should be just enough to join the wire with the base material.
Top and bottom welding plats with high laser power: This method uses high laser power to weld from both the top and bottom of the plate, achieving full penetration in a single pass. In this method, the high-power laser is capable of melting both the wire and the base material.
Laser Beam Modulation
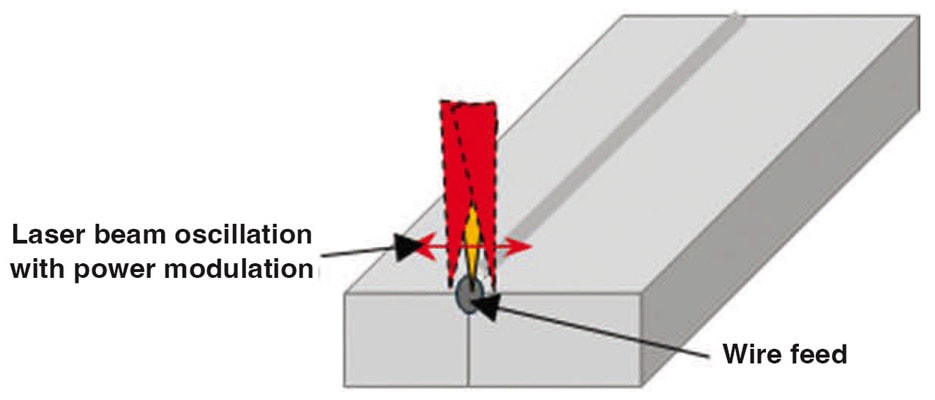
Nowadays, more technology is being added to the welding head to enable the laser beam to oscillate at different scan widths and frequencies, a process known as spatial modulation. Laser beam oscillation means moving the laser beam in a set pattern during welding instead of keeping it in one place. Common patterns include linear, circular, and figure-eight motions. In a linear pattern, the beam moves back and forth along a straight line, while a circular pattern moves the beam around in a circle. A figure-eight pattern combines both motions, offering even heat distribution. These patterns help spread the laser’s energy more evenly, which can lead to smoother and stronger welds.
Also, this laser beam modulation method helps widen the cross-section of the weld seam and improve process stability. In addition to spatial modulation, Temporal power modulation is also used. It means that the laser’s power is carefully controlled and varied over time during welding, which helps stabilize the process and improve overall weld quality. Moreover, different levels of laser power can be set on both sides of the groove compared to the power on the wire, allowing for more precise control over the weld properties.
By combining spatial modulation and temporal power modulation, laser welding of 6000-series aluminum alloys with wire feed becomes more reliable, producing stronger, defect-free joints with improved consistency. Also, these technologies address key challenges like porosity, hot cracking, and unstable weld pools, making them essential for high-quality aluminum welding in industries like automotive and aerospace.
In conclusion, lightweight aluminum is a top choice for designing and manufacturing battery pack enclosures due to its durability and ability to enhance vehicle performance. While welding 6000-series aluminum alloys can be challenging, advanced methods like laser welding with filler wire effectively create strong, airtight joints while addressing issues like porosity and cracking. New technologies such as spatial and temporal power modulation further improve weld quality and process stability, making them vital for producing reliable enclosures in industries like automotive and aerospace.
This article was written by Dr. Najah George, Senior Director of Research & Development, Richard Gonzalez, Laser & Applications Specialist, and Andrew Zielecki, Mechanical Engineer, Photon Automation, Inc. (Greenfield, IN). For information, visit here .
More From SAE Media Group
Automotive Engineering
Constellium Develops New Alloys for EV Battery Enclosures
Battery & Electrification Technology
Battle for the Box
Battery & Electrification Technology
New Products

Aerospace & Defense Tech Briefs
Aerospace Aluminum Laser Welding: Advancing Material Performance for the Future of Flight
Battery & Electrification Technology
Designing Solid-State Batteries with Mechanics in Mind
Tech Briefs
Developing Fast-Charging Lithium-Metal Batteries
Automotive Engineering
Lightweight Steel on a (Cold) Roll
Battery & Electrification Technology
Enhancing the Performance of All-Solid-State Batteries
Automotive Engineering
Novelis Creates First Aluminum Sheet Battery Enclosure for Mass Electric Vehicle Production
Battery & Electrification Technology
Laser Beam Shaping Increases Welding Speed of EV Battery Coolers
Tech Briefs
New Fluids Coming for EV Thermal Management
Battery & Electrification Technology
Cobalt-Free Batteries Could Power EVs of the Future
Photonics & Imaging Technology
Fiber Lasers for Powertrain Welding Applications
Automotive Engineering
Battle for the Box
Battery & Electrification Technology
New Priming Method for Improving Battery Lifecycle
Battery & Electrification Technology
A Triple-Layer Battery Resistant to Fire and Explosion


Battery & Electrification Technology
Improving and Increasing Energy Density of Batteries


Battery & Electrification Technology
Control Valves: Essential Components for EV Battery Manufacturing and Recycling
Battery & Electrification Technology
Product Showcase
Automotive Engineering
High-Strength Aluminum Alloys
Advanced Manufacturing INSIDER
New Technique Can Weld “Un-weldable” Metals

Battery & Electrification Technology
Cobalt-Free Electrodes Achieved with Nickel Ions
Aerospace & Defense Tech Briefs
Evaluation of Additively Manufactured Ultrahard Steels
Battery & Electrification Technology
A Solvent-Free Process to Make Better, Cheaper Li-ion Battery Electrodes
Top Stories
INSIDERManufacturing & Prototyping
![]() How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
NewsAutomotive
![]() Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
INSIDERAerospace
![]() A Next Generation Helmet System for Navy Pilots
A Next Generation Helmet System for Navy Pilots
INSIDERDesign
![]() New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
ArticlesAR/AI
![]() CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
Road ReadyDesign
Webcasts
Semiconductors & ICs
![]() Advantages of Smart Power Distribution Unit Design for Automotive...
Advantages of Smart Power Distribution Unit Design for Automotive...
Unmanned Systems
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design...
Quiet, Please: NVH Improvement Opportunities in the Early Design...
Electronics & Computers
![]() Cooling a New Generation of Aerospace and Defense Embedded...
Cooling a New Generation of Aerospace and Defense Embedded...
Power
![]() Battery Abuse Testing: Pushing to Failure
Battery Abuse Testing: Pushing to Failure
AR/AI
![]() A FREE Two-Day Event Dedicated to Connected Mobility
A FREE Two-Day Event Dedicated to Connected Mobility