



Lighter, Stronger Chassis
Development of a new high-strength aluminum casting alloy for the production of suspension components.

The Counter Pressure Casting (CPC) process is particularly suited for the production of aluminum suspension components such as wheel carriers and steering knuckles. Using a typical AlSi7Mg alloy such as A356 or EN AC-42100, with yield strength above 260 MPa (37.7 ksi) and elongation rates above 8%, is possible in high-volume production. Although these are very good values for aluminum castings, the yield strength has to be improved to increase the lightweight potential of such components, according to researchers from KSM Castings Group GmbH.
They believe this goal is achievable through the development of a new aluminum casting alloy. Besides the modification of Si and Mg content, the addition of Cr leads to an additional dispersion hardening effect. In this way, yield strength above 310 MPa (45.0 ksi) combined with an elongation of 7% can be assured in the CPC process after a T6 heat treatment. The researchers conducted fundamental microstructural investigations as well as tensile tests, high-temperature strength, corrosion behavior, and static and dynamic component testing.

To demonstrate the weight-reduction potential of the new alloy, the product development of a steering knuckle for a rear-driven premium car was performed and prototypes were produced in the CPC process. All static and dynamic testing of the resulting components fulfilled the requirements, and series-production readiness was approved.
Results of material development
The first two steps of KSM’s development work were executed in the framework of a research project with the foundry institute of the RWTH Aachen University. The first step was focused on the definition of the alloy system that shows the potential to fulfill all relevant requirements. In the second step, this alloy system was deeply investigated regarding mechanical properties, castability, and heat treatment. This was done not only by experiments on casted test samples but also with the aid of thermodynamic phase simulation using the software tool Thermo-Calc from Thermo-Calc Software.

In the final step, the results of the investigation on casted samples were transferred into a series-production process for wheel carriers and steering knuckles. During this final step, the composition of the alloy was optimized, taking into account all relevant issues for series production. All results during this step were obtained on existing steering knuckles in the CPC process.

To define the alloy system, the researchers considered and dismissed alloys such as AlCu, which shows the potential for yield strength above 300 MPa (43.5 ksi) but due to a significant decrease in corrosion resistance is not suitable for chassis components. AlZnMg alloys are excluded because of corrosion issues as well as their tendency for brittle fracture behavior.
The AlMgSi system, however, shows excellent corrosion resistance and has a high potential for the HPDC (high-pressure die casting) process, but is not suited for CPC or gravity die casting. For these reasons, the KSM researchers focused on the AlSiMg system. In most cases, casting alloys of this system contain a Si content of 7% or more to ensure a sufficient form filling and solidification behavior. Thinking on mechanical properties only, there is no need for such a high Si content. Since the CPC process gives the opportunity to enhance form filling and feeding properties, they decided to concentrate on Si <7%. Results on cast test bars of these alloys show the significant increase in elongation rate for reduced Si content.
The high elongation rate in the as-cast state enhances the potential for a strength increase during heat treatment by increasing Mg content. The reduction in the ability to flow has to be accepted, and will be taken into account during process development by an intensive use of form filling and solidification simulation as well as the adjustment of feeding pressure in the CPC process.
As a result, the researchers decided to proceed with an aluminum alloy with a Si content of 3% for the next development step.
Definition of alloy composition
The next step involved defining the magnesium content to reach the optimal combination of strength and elongation. Further alloying elements also were investigated to reach an additional strengthening effect besides the Mg2Si hardening.

Thermodynamic modeling showed that with decreasing Si content the alloy gets less sensitive for the formation of undesired phases at high magnesium content. Tensile tests on cast test bars after T6 heat treatment confirmed that assumption and showed that the Mg content can safely be increased up to 0.6%. The optimal Mg content for the current purpose was fixed at 0.5%.
After literature research and thermodynamic modeling of different alternatives, the researchers decided to test the effect of the following alloying elements: copper (< 0.5%), nickel, and chromium.
Because of the already-mentioned corrosion issues and the negative effect on elongation rate, copper was limited to 0.5%. The results of tensile tests showed that most additions of elements will decrease the elongation rate significantly so that the alloy is no longer suited for chassis applications. While the yield strength is not significantly increased, the elongation rate reduces from 14% to 4%. Ni containing phases form within the eutectic and do not affect precipitation hardening.

The only promising variation of the base alloy AlSi3Mg0.5 is a modification with chromium; it leads to an increase in yield strength without significant effect on the elongation rate. One reason for the good elongation is the modification of iron phases that is comparable to the effect of manganese in Al alloys. The alloy AlSi3Mg0.5Cr0.3 is the basis for further development in the CPC process.
Process development for CPC
After finishing the fundamental development in cooperation with the RWTH Aachen University, the gained knowledge was transferred into the CPC process. All investigations from this point on, especially concerning mechanical properties, were examined on an existing steering knuckle geometry. In series production, the steering knuckle is cast in an AlSi7Mg0.3 alloy and is T6 heat treated; the required minimum values of the mechanical properties are yield strength (YS) of 260 MPa, ultimate tensile strength (UTS) of 320 MPa (46.4 ksi), and elongation of 8%.
Prototypes of these steering knuckles were produced in different AlSi3MgCr variations. Despite the reduced Si content of the alloy, only a short process development was needed to produce prototypes that fulfilled the quality requirements. Heat-treatment trials on these prototypes confirmed the strengthening effect of chromium.
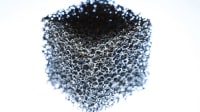
To understand the mechanism of this effect, optical microscopy, EDX analysis, as well as transmission electron microscopy (TEM) were performed. In the TEM analysis it becomes obvious that Cr-containing dispersoids form within the aluminum matrix during the solution annealing. They are uniformly distributed, and their size is in the range of 50 to 100 nm. These dispersoids lead to a dispersion hardening in addition to the precipitation hardening of the Mg2Si phase.
The maximum of the strengthening effect is reached at approximately 0.4% of Cr. A further increase of Cr content only leads to a decrease in elongation rate caused by the formation of coarse intermetallic phases Al7Cr. The ideal Cr content is in the range of 0.15% and 0.30%. The exact definition of Cr depends on the requirements concerning strength and elongation.
The achievable minimum strength and elongation properties for components such as wheel carriers and steering knuckles made from the newly developed alloy, called TENSAL, are promising. The values are YS of 310 MPa, UTS of 350 MPa (50.8 ksi), and elongation of 6%.
Since the aim of KSM’s development is an application in the suspension area, corrosion resistance is a very important issue. To make sure that there is no decrease in corrosion resistance compared to the standard casting alloy for such applications, AlSi7Mg0.3, different corrosion tests were performed.
For a short test focused on intercrystal-line corrosion, the results of two variations of TENSAL show that there is no negative effect of chromium visible. Micrographs showed the typical behavior of AlSiMg alloys; the main corrosion attacks take place in the eutectic areas.
The second test was a standard salt spray test corresponding to DIN ISO 9227. The test was performed on samples as well as on complete steering knuckles. The developed alloy was compared to cast (AlSi7Mg0.3) as well as to forged steering knuckles. The forged parts were produced in an aluminum alloy with approximately 0.5% Cu, which is a common alloy for such components.
The results confirm the fact that there is no negative effect on the corrosion resistance for TENSAL. Slightly higher corrosion attack at the forged parts is mainly caused by the Cu content of the used alloy.
Example of application
To demonstrate the series readiness of the developed alloy, a complete product development of a steering knuckle including production of prototypes in CPC and testing was performed. The development path included the use of topology optimization to ensure that the full potential concerning weight reduction is realized in the final design.
After finishing the product development, a CPC mold was built and prototypes were produced in the CPC process. To fulfill the most critical load case of the specific knuckle, alloy and heat treatment were in that case optimized concerning yield strength. The average YS value confirmed the promising results of the material development. The corresponding average value for the elongation rate was A5 = 6%.
After heat treating and machining, the prototypes were subjected to all relevant test procedures that are needed as a series approval, including a dynamic multi-component test of the front axle. All of the tests were passed successfully, according to the researchers.
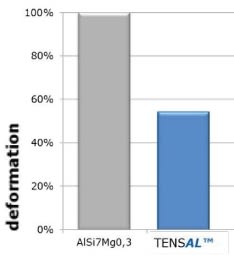
For one of the tests, the steering knuckle was loaded with a defined load. After unloading, the plastic deformation was measured. The plastic deformation after a certain load was reduced by more than 40% because of the increase in yield strength. The weight reduction compared to the standard alloy was approximately 10%.
This article is based on SAE International technical paper 2014-01-0999 written by Klaus Greven and Manikandan Loganathan of KSM Castings Group GmbH.
More From SAE Media Group
Automotive Engineering
Lightweight Steel Is Stronger Than Titanium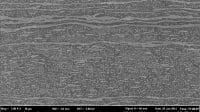

Tech Briefs
Manufacturing Process for Aluminum Alloys
Power Electronics INSIDER
World’s Strongest Battery Paves Way for Light, Energy-Efficient Vehicles

Automotive Engineering
Lightweight Steel on a (Cold) Roll
Automotive Engineering
Aluminum Prepares for Its Next Big Leap

Aerospace & Defense Tech Briefs
Novel Chromium–Molybdenum Metal Alloy Withstands Extreme Conditions
Tech Briefs
Nanoprecipitates Toughen Structural Alloys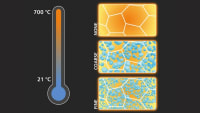
Tech Briefs
Method 3D-Prints Marine-Grade Stainless Steel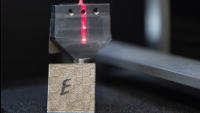
Photonics & Imaging Technology
Deformation Fingerprints Will Help Researchers Identify, Design Better Metallic Materials

Tech Briefs
Airless Alloy Tire Has NASA Roots

Air Force Research Laboratory Technology Horizons
Friction Stir Welding of Aerospace Materials
Aerospace & Defense Tech Briefs
Evaluation of Additively Manufactured Ultrahard Steels
Aerospace & Defense Tech Briefs
These Speedy Cold Spray Machines Can 3D Print Vehicle Parts in War Zones
Aerospace & Defense Tech Briefs
Plasma Electrolytic Oxidation: The Future of Lightweight Designs in Aerospace and Defense
Tech Briefs
Shape Memory Alloy Tubular Structure
Tech Briefs
Nickel Titanium Alloy Ball Bearings
Tech Briefs
Products of Tomorrow

Aerospace & Defense Tech Briefs
The Science of Joining Dissimilar Metals in Aerospace Manufacturing
Medical Manufacturing and Machining
Ultrasound Helps Make 3D Printed Alloys Stronger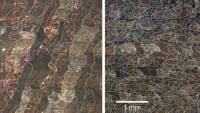

Battery & Electrification Technology
Developing a Better Way to Recycle Lithium-Ion Batteries
Top Stories
INSIDERManufacturing & Prototyping
![]() How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
INSIDERManned Systems
![]() FAA to Replace Aging Network of Ground-Based Radars
FAA to Replace Aging Network of Ground-Based Radars
NewsTransportation
![]() CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
NewsSoftware
![]() Accelerating Down the Road to Autonomy
Accelerating Down the Road to Autonomy
EditorialDesign
![]() DarkSky One Wants to Make the World a Darker Place
DarkSky One Wants to Make the World a Darker Place
INSIDERMaterials
![]() Can This Self-Healing Composite Make Airplane and Spacecraft Components Last...
Can This Self-Healing Composite Make Airplane and Spacecraft Components Last...
Webcasts
Defense
![]() How Sift's Unified Observability Platform Accelerates Drone Innovation
How Sift's Unified Observability Platform Accelerates Drone Innovation
Automotive
![]() E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
Power
![]() Hydrogen Engines Are Heating Up for Heavy Duty
Hydrogen Engines Are Heating Up for Heavy Duty
Electronics & Computers
![]() Advantages of Smart Power Distribution Unit Design for Automotive...
Advantages of Smart Power Distribution Unit Design for Automotive...
Unmanned Systems
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design...
Quiet, Please: NVH Improvement Opportunities in the Early Design...