

Bio-Based Polyurethane Containing Isosorbide for Use in Composites and Coatings
Formulating polyurethane that can be used in composites or coatings containing isosorbide as part or all of the polyol phase and can be easily molded or cast into a film at ambient conditions.
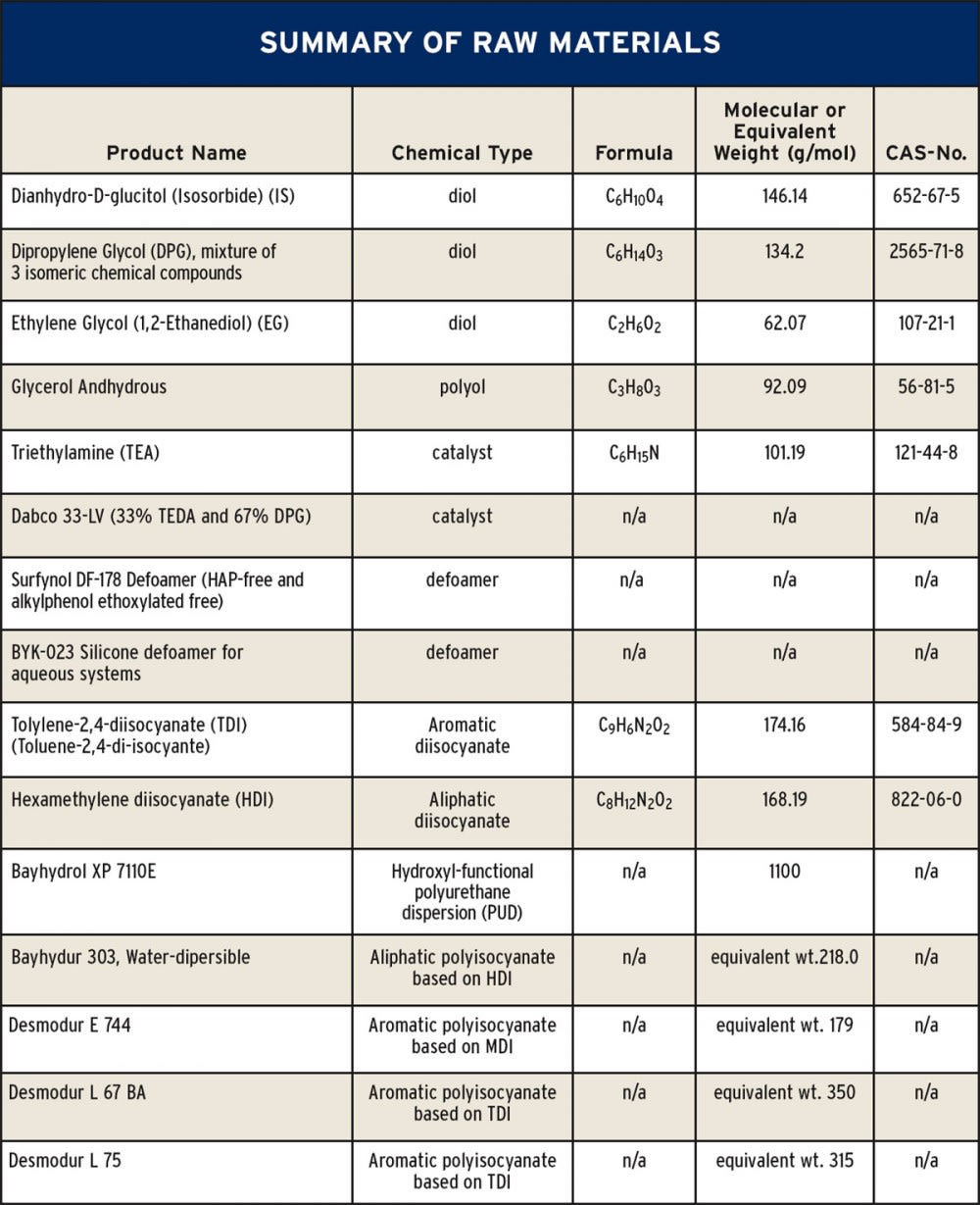
Isosorbide is a renewable material derived from sorbitol, which is obtained from glucose. Isosorbide (Dianhydro-D-glucitol) is a nontoxic diol produced from bio-based feedstocks that is biodegradable and thermally stable. The purpose of this research is to formulate polyurethane for use in composites or coatings that contain isosorbide as part or all of the polyol phase and can be easily molded or cast into a film at ambient conditions. This research also explores the possibility of using isosorbide as a drop-in replacement for a commercial polyol in a polyurethane formulation. The raw materials used in this study are detailed in the accompanying table.
Isosorbide is a nontoxic diol and a white solid at room temperature. Two diols were selected to use as a solvent with isosorbide. The first diol was dipropylene glycol (DPG), a mixture of three isomeric chemical compounds, and the second was ethylene glycol (EG), a liquid organic compound. Glycerol, a polyol, was selected because it is polyfuntional, containing 3-hydroxyl groups, and is bio-based. Isosorbide was dissolved in the diols individually and in blends with glycerol at various levels. The Thinky ARE-250 conditioning mixer and Aquasonic sonicator 75D were used to create homogeneous blends of isosorbide at various percentages with the carrier diols/polyol.
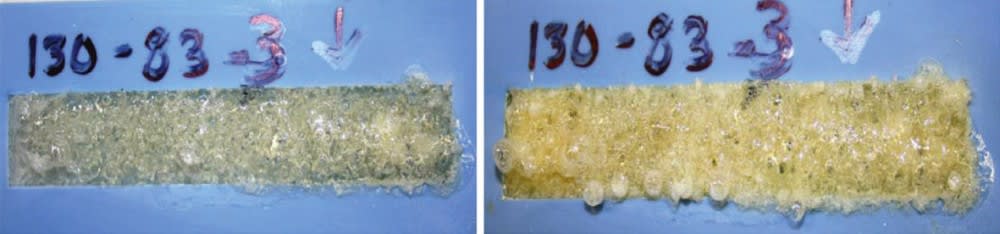
The first method included 1-3 mixing cycles at 2,000 rpm for 10 minutes each on the Thinky ARE-250 mixer, followed by a 2-minute defoaming cycle. The second mixing method involved placing the sample vial in the Aquasonic sonicator 75D for 20-30 min. The temperature of the water was regulated between 25 and 50°C. The parameters set for this solubility study were that the blends should remain in solution upon standing at room temperature for 24 hours. The Thinky ARE-250 mixer proved ineffective for creating a homogeneous mixture. After three mixing cycles at 2,000 rpm for 10 minutes plus 2 minutes of defoaming, the blends were foamy, white, and contained noticeable amounts of undissolved isosorbide.
On the other hand, the Aquasonic sonicator mixing method resulted in clear, slightly yellow homogeneous blends. The temperature increase (25-50°C) most likely helped the isosorbide dissolve into the carrier diols/polyol. After the mixing method was established, the maximum load of isosorbide in each individual carrier was determined. The maximum load of isosorbide was also determined in various combinations with the diol/polyol blends. Isosorbide at 50-70 wt% of the polyol blend was able to stay in solution upon standing for 24 hours at room temperature. Mixtures containing isosorbide at 80-90 wt% did dissolve into solution but crystallized overnight.
This work was done by Faye R. Toulan of, TKC Global, and Joshua M. Sadler, and John J. La Scala for the Army Research Laboratory. For more information, download the Technical Support Package (free white paper) below. ARL-0021
This Brief includes a Technical Support Package (TSP).
Experiments in Vacuum Brazing of Titanium
(reference ARL-0021) is currently available for download from the TSP library.
Don't have an account?
More From SAE Media Group
Aerospace & Defense Tech Briefs
Biobased Carbon Fibers and Thermosetting Resins for Use in DOD Composites Applications

Tech Briefs
Technology Converts Waste Plastics to Jet Fuel
Aerospace & Defense Tech Briefs
Design of New Piezoelectric Composites Using Nanocellulose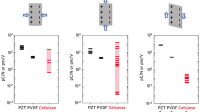
Aerospace & Defense Tech Briefs
Biobased Carbon Fibers and Thermosetting Resins for Use in DOD Composites Applications
Tech Briefs
Products of Tomorrow

Tech Briefs
Fiber-Metal Laminate Manufacturing Technique
Aerospace & Defense Tech Briefs
‘Nanostitches’ Enable Lighter and Tougher Composite Materials
Tech Briefs
Self-Healing, Recyclable, Shape Memory Polymers
Aerospace & Defense Tech Briefs
Towards Sustainable Recycling of Epoxy-Based Polymers: Approaches and Challenges of Epoxy Biodegradation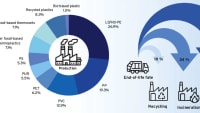
Aerospace & Defense Tech Briefs
Fast Reacting Nano-Composite Energetic Materials: Synthesis and Combustion Characterization

Tech Briefs
Improved Silica Aerogel Composite Materials
Tech Briefs
Conductive Carbon Fiber Polymer Composite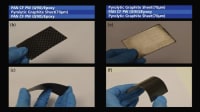
Tech Briefs
Stretchable Thermoelectric Generators


Tech Briefs
Precision CNT Cutting Mechanism

Aerospace & Defense Tech Briefs
Thermoplastic Composites to Play Enhanced Role in Next-Generation Aerospace Applications
Tech Briefs
Calibration System for Automated Fiber Placement
Aerospace Manufacturing and Machining INSIDER
Hybrid Nanomaterials Hold Promise for Improved Ceramic Composites
Aerospace & Defense Tech Briefs
Modeling and Experimenting with 2D Materials for CMOS Type Devices and Digital Integrated Circuits
Tech Briefs
Copolyimide Surface-Modifying Coating
Medical Design Briefs
3D Printable Polymer Nanocomposite Ink
Aerospace & Defense Tech Briefs
Novel Whisker Mitigating Composite Conformal Coat Assessment
Overview
The document titled "Titanium Brazing for Structures and Survivability," authored by Kevin J. Doherty and colleagues, presents research on the use of titanium as a structural material for tactical and armored ground vehicles. It emphasizes titanium's high strength-to-weight ratio, excellent corrosion resistance, and inherent ballistic resistance, making it a promising alternative to traditional materials like steel and aluminum alloys. However, the document notes that titanium's joining techniques, particularly brazing, are less developed compared to those for steel and aluminum.
The focus of the study is on vacuum brazing of titanium, specifically Ti-6Al-4V and commercially pure titanium. The research investigates how various processing changes—such as alloy selection, temperature, and pressure—affect the mechanical properties and microstructure of the brazed materials. The study also explores the impact of post-braze hot isostatic pressing on the final properties of the joints.
Key methodologies employed in the research include shear and tensile testing to assess the strength and ductility of the joints formed through different processing routes. Additionally, microscopy techniques, including optical and scanning electron microscopy (SEM), are utilized to evaluate the degree of bonding and to analyze microstructural changes at the bond line and within the base materials.
The findings indicate that the joining of monolithic titanium sections was successful, demonstrating the potential of vacuum brazing as a viable alternative to electron beam welding combined with hot isostatic pressing (E-beam+HIP) for encapsulating ceramics within titanium structures. This advancement could lead to more efficient manufacturing processes and improved performance of titanium components in military applications.
Overall, the document highlights the importance of developing effective joining techniques for titanium, which could enhance the structural integrity and survivability of military vehicles. The research contributes to the understanding of titanium brazing and its potential applications, paving the way for further advancements in the field of materials science and engineering. The study is part of ongoing efforts to optimize the use of titanium in demanding environments, ensuring that it meets the rigorous standards required for modern tactical and armored vehicles.
Top Stories
NewsRF & Microwave Electronics
![]() Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
Microvision Aquires Luminar, Plans Relationship Restoration, Multi-industry Push
INSIDERAerospace
![]() A Next Generation Helmet System for Navy Pilots
A Next Generation Helmet System for Navy Pilots
INSIDERDesign
![]() New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
New Raytheon and Lockheed Martin Agreements Expand Missile Defense Production
INSIDERMaterials
![]() How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
NewsPower
![]() Ford Announces 48-Volt Architecture for Future Electric Truck
Ford Announces 48-Volt Architecture for Future Electric Truck
ArticlesAR/AI
Webcasts
Electronics & Computers
![]() Cooling a New Generation of Aerospace and Defense Embedded...
Cooling a New Generation of Aerospace and Defense Embedded...
Automotive
![]() Battery Abuse Testing: Pushing to Failure
Battery Abuse Testing: Pushing to Failure
Power
![]() A FREE Two-Day Event Dedicated to Connected Mobility
A FREE Two-Day Event Dedicated to Connected Mobility
Unmanned Systems
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Quiet, Please: NVH Improvement Opportunities in the Early Design Cycle
Automotive
![]() Advantages of Smart Power Distribution Unit Design for Automotive &...
Advantages of Smart Power Distribution Unit Design for Automotive &...
Energy
![]() Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance
Sesame Solar's Nanogrid Tech Promises Major Gains in Drone Endurance