


Machining Beryllium
Manufacturing workpieces with unique material characteristics can provide machining challenges. The metal beryllium is an excellent example. Beryllium is two-thirds the weight of aluminum and six times as stiff as steel. It has a high melting point and a very low range of thermal expansion. Those attributes deliver performance that is crucial in precision applications such as aircraft components, spacecraft, communication satellites and optics. However, beryllium is also hard and brittle and produces powder instead of chips when machined, therefore requiring special machining techniques to avoid cracking. It is also expensive, about $1,500 a pound. And finally, it is toxic and causes severe allergic reactions in those sensitive to it. As such, only a few shops in the United States are the lone providers of parts made from this tricky material.
One of those is a California shop that combines a deliberate, highly structured production process; data-driven manufacturing analytics; precise and reliable machine tools; and longtime familiarity with processing beryllium to manufacture parts profitably and safely. Founded in 1954, L.A. Gauge Company in Sun Valley, California, is an ultra-precision machining and optic shop focusing on specialty metal fabrication for the aerospace and defense Industry. The shop regularly holds machining tolerances to within 40 millionths of an inch (1 micron), and polishing tolerances to within billionths of an inch (1 Angstrom).
Production Volumes
L.A. Gauge Company is a high value, high mix, low volume manufacturer. In terms of output, 200 units a year of a particular component is rare, with typical lot sizes between 20-50 pieces, and many only 2 or 3 parts. Bob Bawa, CEO, acquired L.A. Gauge in 2007 when it consisted of a single building with obsolete manufacturing equipment. It was in difficult financial shape, but Bawa saw great potential in the company’s competitive position. “What I really bought was the tribal knowledge of how to machine beryllium,” he said. Learning how to effectively and safely machine beryllium is a major barrier to entry into L.A. Gauge’s market.
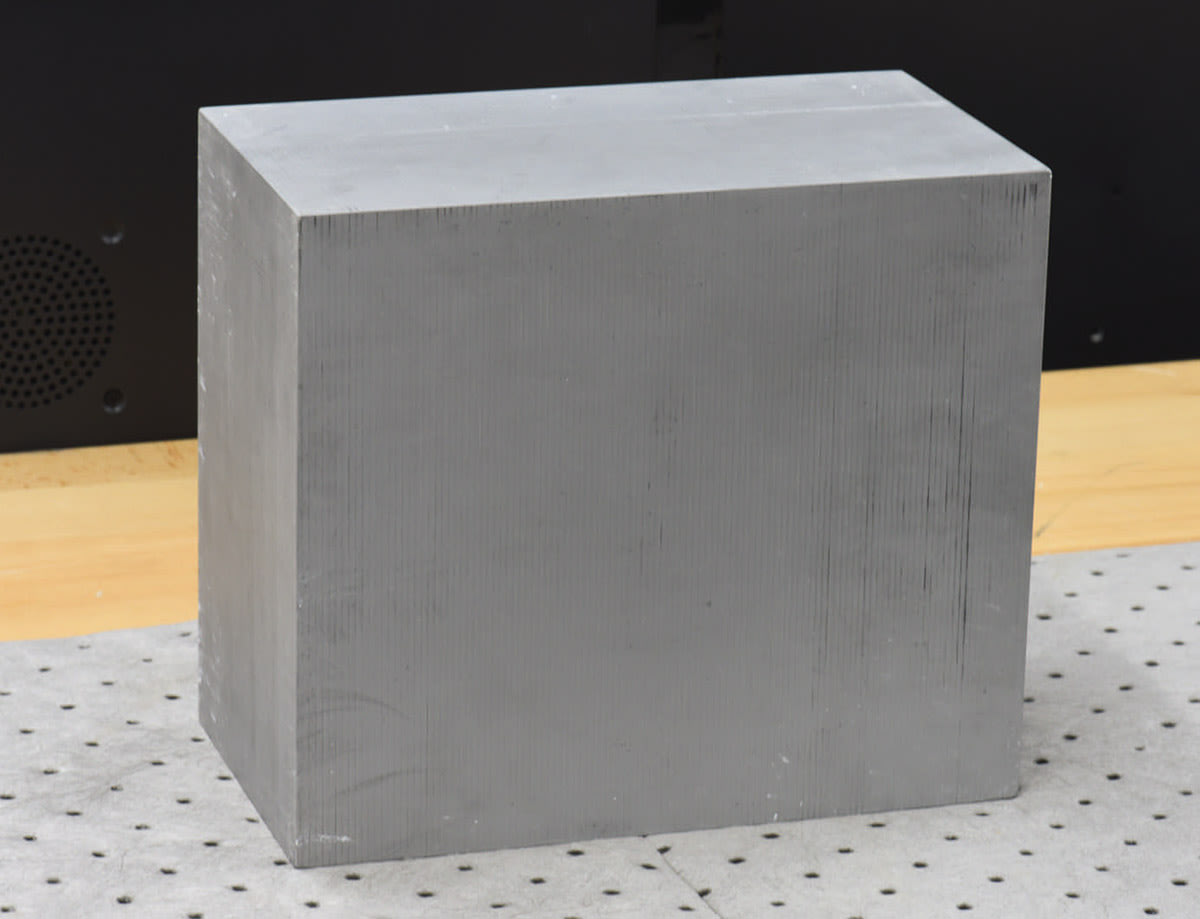
“Beryllium machines very differently than other metals,” said Bawa. “If you machine steel and aluminum you’ll get spiral-shaped chips. If you machine pure beryllium, you get powder, because beryllium is made from powder heated at very high temperatures and pressures. It is very hard. When you machine it, it behaves like glass, and you cannot take deep cuts.”
Because beryllium is extremely expensive, the learning curve for potential competitors is costly. In addition, beryllium is toxic. Inhaling beryllium in vapor or powder form will cause berylliosis in those allergic to it. There is no predictive test for the allergy. “As a rule, we assume everyone is allergic to it,” Bawa said. “We’ve got a lot of mechanisms in place to prevent our employees from getting ill. If you go through the plant, you’ll notice the machining is always done with the machine enclosed. We have a vacuum system with HEPA filters, etc., to keep the workforce safe.”
Bawa saw the potential in L.A. Gauge because it had already overcome major barriers to successful beryllium processing. After acquiring the business, Bawa invested continually to build capabilities. “Even though we didn’t have the requisite cash flow at that time, any opportunity I got to buy machines, I did,” he said. The shop made opportunistic purchases. Bawa bought some machines that had been ordered by shops that didn’t take delivery. “Even though we didn’t quite need our big horizontal 5-axis machine for the vast envelope that it can machine, I knew there is a certain sector of the market that will require that capability at some point. It may take a couple or three years to get there, but in the meantime, we can still machine the smaller envelope parts that we do right now.” The pandemic unexpectedly presented another opportunity, he said. “A company ordered four or five machines last year and they unfortunately went bankrupt because of Covid.” L.A. Gauge bought four of them.
Machines
Many of Bob Bawa’s machine tool purchases were Mitsui Seiki machines. “We had no 5-axis machines when I bought L.A. Gauge and now, we have ten of them, including nine Mitsui Seikis. They possess a very good reputation for accuracy and reliability, and I was aware of that from our manufacturing people.” The 5-axis Mitsui Seiki machines at L.A. Gauge range in size from vertical machining centers with X-Y-Z strokes of 550 mm (22") × 600 mm (24") × 450 mm (18") to a large horizontal machining center with X-Y-Z strokes of 900 mm (35") × 900 mm (35") × 900 mm (35").
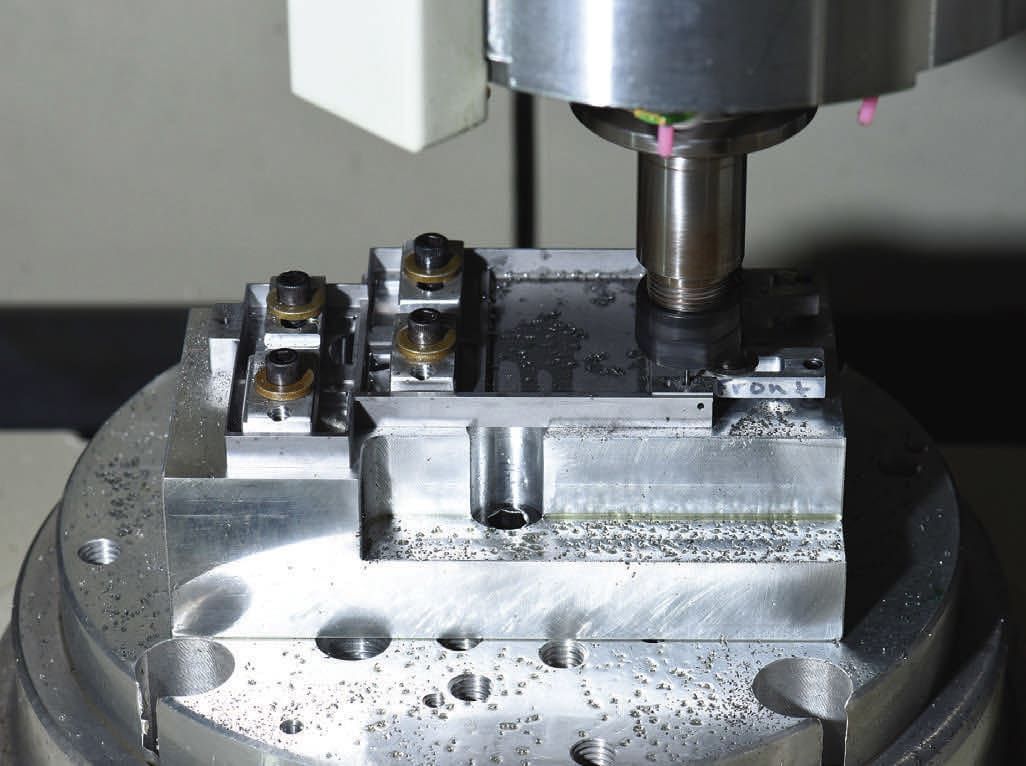
Bawa said the way L.A. Gauge uses the machines will extend their longevity. “We take very light cuts because the material is hard, and we don’t want to crack it. As a result of that approach, we don’t use the machines to their full torque capabilities. Because there’s not that much wear and tear on the machines, they tend to last longer. Even though they are expensive, once I’ve paid for them, they’ll still last another decade or two if not longer.”
The Rest of the Story
The machines are “less than 50 percent of the L.A. Gauge story,” says Bawa. “A larger proportion of our success is the function of the people we have. The machines do what we ask them to do. But it’s the people who have the creative approach and decide how they’re going to machine the part.” According to Bawa, in any project the probability that something will go awry is extremely high. L.A. Gauge sets itself apart from competitors by how its personnel cooperate with customers and address and resolve issues.
LA Gauge Company overcomes the difficulties of machining beryllium with a deliberate, repetitive, proven manufacturing process. For every beryllium machining operation, the shop programs and sets up a sample workpiece, machines it in aluminum, then sends it for inspection. When the sample part passes inspection, one test part is machined from beryllium. If that part meets specifications, the shop machines the rest of the lot in beryllium.

Even in the case of repeat orders, “We might have made these parts for many years, but we still will prove out the program and the set-up with an aluminum piece to make sure the machine has been set up and zeroed out correctly,” said Jyot Bawa, President. Again, the full beryllium batch is run only after a single beryllium test piece is machined and inspected. “That’s how inefficient we have to be to run these parts because we can’t have any errors across an entire batch,” Jyot Bawa said, “The raw material is too expensive.”
Use of 5-axis machining lessens some of the inefficiencies of L.A. Gauge’s methodical beryllium machining process. A 5-axis machine enables multiple operations to be completed in one setup. However, Jyot Bawa said, “It is particularly risky to combine multiple operations into one at the final stage of operations. We must have a reliable machine that we can trust to combine the operations and ultimately offset some of the excess costs. We can’t really depend on many machine tool brands to run such critical operations in one setup. With machines other than our Mitsui Seiki 5-axis machines we would have to break down the setup and make sure that each operation is done separately, just to make sure that repeatability is there. This approach is very expensive.”
Capital Spending
L.A. Gauge’s largest capital equipment investments have been in the Mitsui Seiki machines and Zeiss coordinate measuring machines (CMMs). “They’ve been very important for credibility with our customers,” Jyot Bawa said. “But the equipment mainly gives us tremendous capacity and capability across a very wide variety of parts. Remember, we don’t have any product lines. We provide reliability in production of complex parts that other companies will turn away. So given that, these are natural choices for investment.”
Jyot Bawa said a traditional perspective on manufacturing companies concentrates on capital equipment because the manufacturing business model is categorized as a high-operating leverage, high fixed cost enterprise. “Now that we’re able to make the investments in reliable capex, the differentiation is in everything else, which is much more variable.” he said. According to Jyot, the variable outcomes largely result from human factors. The manufacturing sector has seen a huge decline in interest generationally. The end of the cold war brought on some of the changes because it led to higher interest by younger workers in service and software oriented activities. The lack of interest in manufacturing careers produces labor constraints.
Machining Beryllium
L.A. Gauge combines cautious machining practices with proprietary strategies to prevent cracks from propagating in beryllium parts. The strategies include frequent tool changes, even when the tool is not obviously worn. Memo Olmedo, director of operations, said, “Our approaches are very careful. It’s all about quality. You only want to make the part once. You don’t want to have to remake it because at that point you lose money.”
Programmer Jesus Moreno said machining beryllium requires special programming techniques. “If you don’t program it correctly or if you go too fast or too heavy on the depth of cut it will actually break the part.” Moreno said the machining tolerances usually are tight: 0.0005" to 0.0001" to even 0.00005" for some final tolerances. “Luckily, we have 5-axis machines that can hold the 0.00005” tolerance,” he said. He added that the Mastercam software he uses offers features such as multi-axis surfacing and the ability to validate toolpaths and help avoid crashes.
Gauge Analytics
Because the shop’s product mix is constantly changing, planning and forecasting is extremely complex. A cyclical data analysis system that L.A. Gauge calls Gauge Analytics is at the heart of the company’s planning and forecasting process.
Gauge Analytics involves coordination and customization across many different disciplines, including the company’s ERP system, its shop simulation system, and its machine monitoring system. Also considered are human factors including estimating the correct hours per operation and providing the actuals of clocking in and clocking out. “Every person from engineer to machinist to production control to software engineer has to work in coordination to make sure we’re getting all the data we can to continue to meet our forecast and continuously improve. It’s incredibly complicated,” Jyot Bawa said. “It requires a whole system of humans, meeting structures and software that work well with each other.”
Employee Safety
Beryllium’s toxicity has driven L.A. Gauge to establish a comprehensive approach to employee safety. “That’s why we have negative pressure systems in all of the machines so that the airflow is always moving away from the employee,” Jyot Bawa said. The shop takes wipe samples from the tops of the machines and other surfaces and samples the plant air via sensors on machinists’ coats. The samples are constantly checked to determine the beryllium content in the air and confirm that it is well below the maximum amount allowable.
Managing Growth
“What we are trying to do is grow,” said Bob Bawa. “The difference between a small company and a medium size company is the procedures and the system need to do the heavy lifting. It is not easy. You must repeat the same thing ten times before it gets through to everyone. We can make a good part, there’s no doubt about that. We have a lot of history in making parts and holding very tight tolerances. The challenge now is managing growth while continually improving upon reliability so that when we make a promise to the customer the probability is more than 90% that we meet it.”
This article was written by William “Bill” Malanche, COO, Mitsui Seiki USA (Franklin Lakes, NJ). For more information, visit here .
More From SAE Media Group



Mobility Engineering
Industry Invited to Participate in AeroTech Aerospace and Defense Technical Program
Aerospace Manufacturing and Machining
Why Heat Exchanger Manufacturers Need to Rethink Design and Fabrication
Mobility Engineering
NASA Highlights Material and Coating Technology Ready for Commercial Applications
Mobility Engineering
3D Printing Metal Parts on a Ship
Mobility Engineering
Reducing the High Cost Of Titanium
Aerospace Manufacturing and Machining
Machining Titanium Aero-Frames

Aerospace Manufacturing and Machining
How Additive Manufacturing is Changing the Aerospace Industry
Tech Briefs
Executive Roundtable: Additive Manufacturing
Mobility Engineering
Additive Manufacturing Adoption Up, Growing Rapidly in Aerospace
Mobility Engineering
First Air-Worthy Metal-Printed RF Filter Ready for Takeoff
Mobility Engineering
Designing for Space and Other Extreme Environments

Mobility Engineering
Metal Additive Manufacturing
Mobility Engineering
Using Thermoplastics in Aerospace Applications
Mobility Engineering
Physics-Guided Neural Network for Regularization and Learning Unbalanced Data Sets
Aerospace Manufacturing and Machining INSIDER
How the US Navy Uses Organic Manufacturing to Combat Supply Chain Constraints

Top Stories
INSIDERDefense
![]() AI Pilots X-62A in First Aerial Dogfight - Mobility Engineering Technology
AI Pilots X-62A in First Aerial Dogfight - Mobility Engineering Technology
INSIDERAerospace
![]() Stratolaunch Approaches Hypersonic Speed in First Powered TA-1 Test Flight -...
Stratolaunch Approaches Hypersonic Speed in First Powered TA-1 Test Flight -...
INSIDERUnmanned Systems
![]() Hermeus Rolls Out First Quarterhorse Hypersonic Test Aircraft - Mobility...
Hermeus Rolls Out First Quarterhorse Hypersonic Test Aircraft - Mobility...
INSIDERManned Systems
![]() Marines Select Prototypes for Light Armored Vehicle Replacement - Mobility...
Marines Select Prototypes for Light Armored Vehicle Replacement - Mobility...
INSIDERMechanical & Fluid Systems
![]() US Navy Taps Hunt Valve for First 3D-Printed Submarine Assemblies - Mobility...
US Navy Taps Hunt Valve for First 3D-Printed Submarine Assemblies - Mobility...
INSIDERAerospace
![]() Two Prototypes Selected for Air Force Collaborative Combat Aircraft Program -...
Two Prototypes Selected for Air Force Collaborative Combat Aircraft Program -...
Webcasts
Power
![]() Transforming Transportation Manufacturing: Unlocking Growth with...
Transforming Transportation Manufacturing: Unlocking Growth with...
Automotive
![]() Accelerating the Software Development Life Cycle for the...
Accelerating the Software Development Life Cycle for the...
Automotive
![]() Applying Model-Based Design to SDV Development: A Practical...
Applying Model-Based Design to SDV Development: A Practical...
Communications
![]() Product Compliance Challenges for Wireless Radio Devices in...
Product Compliance Challenges for Wireless Radio Devices in...
Defense
![]() Building Strong Defenses: Enhancing Supply Chain Resiliency in...
Building Strong Defenses: Enhancing Supply Chain Resiliency in...