



Taking on NVH Reduction Techniques
A look at the enhanced durability benefits obtained by changing the polymer composition, manufacturing methods, and design optimization of a powertrain mount for an off-highway vehicle.

The internal-combustion engine and other types of vehicle propulsion systems produce various forms of vibrations that may be undesirably transmitted to the vehicle frame. These vibrations may be high or low in amplitude and high or low in frequency.
Elastomeric materials, and in particular natural rubber (NR), have been used for some time in vibration-control components that serve to isolate any engine-induced noise and vibration from being transmitted to the cabin of the commercial vehicle.

Engine mounts are used on four sides of the engine to isolate vibration to the supporting member. Normally mounts are made of steel and rubber, with the steel acting as a load-bearing member and rubber acting as a dampening element. Some conventional rubber insulators fail to exhibit satisfactory performance, particularly against the vibration that is transmitted from the engine unit to the vehicle body. Durability is also a major concern.
The primary reasons for low durability in engine mounts is due to the fact that all polymers, and elastomers in particular, are potentially sensitive to the temperatures, fluids, and mechanical conditions they are likely to encounter in service, and they can undergo changes in property magnitudes large enough to cause failure.
Engine mount basics
The first and most obvious requirement of the engine mount is to support the engine and transmission. Another important role of the engine mount is vibration isolation: to reduce the dynamic forces (vibrations) transmitted from the engine to the frame thereby providing better noise, vibration, harshness (NVH).
The purpose of a well-designed mounting system is to control the transmissibility of dynamic firing pulses, inertia forces, and torques to an acceptable level. In addition to vibration isolation, which is of paramount importance, it is necessary that a properly designed engine vibration isolation system also support the weight of the engine and the transmission, accommodate motion, offer resistance to environment conditions, minimize frame twisting, minimize shock load transition to the engine, reduce noise, and provide acceptable service life.
The vibrations that the mount has to handle come from two different sources. Engine vibrations are typically in the region of 30-200 Hz, with amplitudes generally less than 0.3 mm (0.01 in). The other source is the frame, which is affected by road surface irregularities via the suspension system. These frequencies are typically in the region of 1 to 30 Hz and have amplitude greater than 0.3 mm (0.01 in).

For low frequencies, high damping for shock excitation is needed to prevent engine bounce and give driving stability. At higher frequencies, low damping is desirable to isolate low-amplitude engine vibrations caused by engine disturbances.
In addition to the above, it should have enough durability so as to have a defined life and be replaced never or scarcely.
Knowing the old mount
Engineers from Ashok Leyland chose the rear mount for durability enhancements after doing a load distribution calculation for the powertrain. The equivalent center of gravity (CG) was derived from the individual CGs of the engine, gearbox, and clutch. It was found that the CG of the powertrain lied toward the rear engine mount and most of the load was borne by the rear mount. Hence the contribution of the rear mount was more significant than that of the front mount.
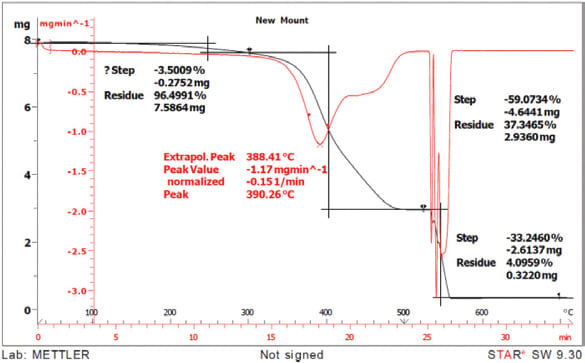
A current-generation engine mount was studied to determine its physical and mechanical behaviors. Its composition was studied via a thermo gravimetric analysis to establish the materials contributing to its existing properties. The materials were identified by the polymer decomposition method and it was observed that its polymer content by percentage was higher than its carbon black content, which contributes to low hysteresis properties and thus enhanced durability.
The life of the original mounts was studied in coal and stone quarry mines in dump trucks, which are the most severe operating conditions for the mounts. The life was estimated to be about 4-6 months in service.
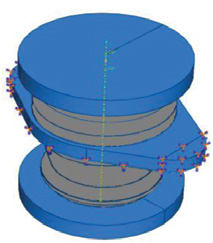
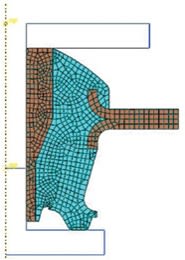
Analysis of the existing design was done to study the critical stress and failure regions in the existing profiles, validate them, and find explicit values for stresses and strains. It also provided load deflection curves to arrive at stiffness characteristics, and allowed engineers to study hysteresis effects that arise due to viscoelasticity of the rubber for various rates of loading.
Rubber compounding design
One of the main properties desired of the new engine mount is to have low hysteresis loss in dynamic applications. Dynamic properties, which are a function of the elastomer and other compounding variables, determine the vibration isolation and damping characteristics of a rubber compound.
As mentioned earlier, NR has been widely used for engine mount applications. For the new mount, butadiene rubber (BR) was added to the rubber composition to improve hysteresis (resistance to heat buildup), abrasion resistance, and cut growth resistance. This provides better low temperature flexibility and higher resilience at ambient temperatures than most rubbers. Greater resilience means less heat buildup under continuous dynamic deformation as well.
Antioxidants were used as a fatigue protector. Higher particle size carbon black was used to reduce heat build-up during dynamic applications.
Process oil was used for ease of mixing operations and to reduce the compound cost, which directly affects the durability. The addition of oil provides more damping and thus affects isolating efficiency.
Adequate rubber-to-metal adhesion is imperative in the fabrication of most vibration isolators. A two-coat adhesive system was used for better bonding effect in addition to the phosphatizing process. Phosphatizing converts metallic surfaces to zinc phosphate coating, which inhibits corrosion and increases adhesion and durability.
A new formula was arrived at not just with durability in mind, but also with the thought that it should meet all other requirements of engine mounting properties like a low stiffness (Kd/Ks, or dynamic spring stiffness divided by static stiffness) ratio, low transmissibility, minimum loss factor, etc.
The newly formulated mounts were tested in the lab for endurance using IVECO standard procedures. The new engine mounts were comparable to the existing mounts in terms of performance without any compromise on endurance.
The stiffness ratio was compared for two frequency ranges that are considered universal by many OEMs, with 13.5 Hz being the natural frequency of an Ashok Leyland cabin. It was evident that even with a slight reduction in the static stiffness of the new mount, the ratio of the dynamic to static stiffness had marginally increased. This will actually help in the differential behavior of the mount during idling and drive conditions, with the new mount having a better performance.
Testing for NVH
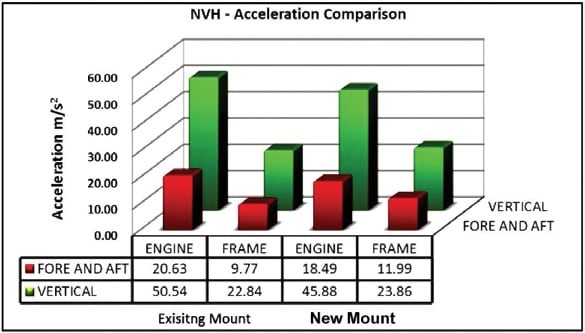
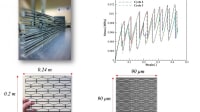
Ultimately, the most important performance parameter for an engine mount is to provide good NVH characteristics. The newly developed engine mount was fitted into a vehicle and tested for NVH performance in idling conditions. Accelerometers were fitted both on the engine side and frame side to measure the accelerations that were transmitted by the mount. From NVH measurements, it was evident that the new mounts had fairly comparable NVH characteristics with respect to the existing mounts.
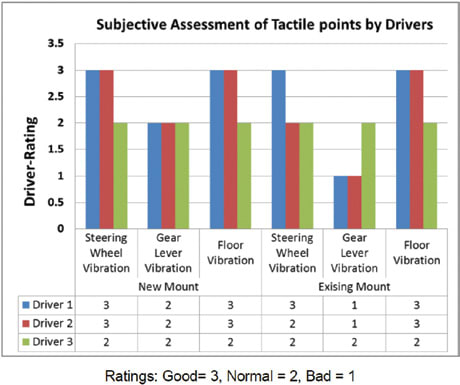
Then, two sets of engine mounts, existing and new, were fitted in two 4×2 off-highway vehicles and three different experienced drivers (at least 10 years of driving experience) were asked to give their subjective assessment of vibration of the same three tactile points (the steering wheel, gear shift lever, and floor), without disclosing to them which vehicle had which mount for an unbiased assessment.
The drivers gave a positive feedback on all the tactile points for the new mount over the existing mounts.
Lastly, 25 sets of new mounts were fitted into Ashok Leyland 25-ton (23-t) dump trucks at two locations, a stone quarry mine and a coal mine.
The trucks used for stone quarrying run nearly 8 km up and down roads in very poor conditions between stone quarries and the crusher site, while the trucks used for coal mines run nearly 10 km up and down roads in very poor condition inside the mining area. All the trucks are operated at the rate of 18 hours per day and 24 days per month, often under extreme weather conditions.
The life of the new mount was constantly tracked and the life was found to be about three years without failure, which is roughly six times that of existing mounts and a significant improvement over the existing mount.
Lessons learned
The stiffness ratio plays a major role in the performance of the engine mount. Though the recommended acceptance criterion for the stiffness ratio was less than or equal to 1.4, this actually is better suited for buses and passenger applications. It was found from this study that a stiffness ratio of less than or equal to 1.6 is actually preferred and recommended for off-highway applications.
In lab tests both the mounts met the required target cycles of 1 million cycles at constant uniaxial loading, but in actual field conditions the life of the mounts varied hugely. This suggested that lab validation cannot be actually taken for life prediction and endurance performance of the mount. This necessitates a procedure to be formulated for life prediction at varying load conditions, instead of constant uniaxial loading, since the mount involves a viscoelastic material whose behavior varies widely with testing conditions.
BR, which was added to the mount composition, plays a major role in mount durability in off-highway applications. It compensates for the internal heat buildup in the new mount by higher temperature resistance properties.
The new mount has less transmissibility at the cab’s natural frequency, which reflects less vibration transmittance to the supporting structure. It was also discovered that the new mount is 30% cheaper to manufacture than the existing mount with enhanced durability and better NVH characteristics.
This article is based on SAE technical paper 2014-01-2312 by Venkatesan Chokkalingam and Mohan Rao, Ashok Leyland Ltd.
More From SAE Media Group
Automotive Engineering
Reducing NVH Through Refined Powertrain Measurement
Tech Briefs
Airless Alloy Tire Has NASA Roots

Tech Briefs
Nanotechnology Repairs Engine Damage in Cars
Battery & Electrification Technology
Manufacturing Advances in Solid-State Batteries
Power Electronics INSIDER
Highly Conductive Aluminum Can Equal Copper
Power Electronics INSIDER
New Compound Withstands Extreme Heat and Electricity for Next-Generation Energy Storage
Motion Design
Self-Lubrication Improves Standard Braking Systems
Tech Briefs
Shape Memory Alloy Tubular Structure
Photonics & Imaging Technology
Manufacturing Wafer-Level Optics Using UV Adhesives and Polymers
Motion Design INSIDER
NYU Tandon Researchers Explore a More Frictionless Future
Off-Highway Engineering
EV Lightweighting via Industrial Rubber Products
Tech Briefs
Analyzing Wear and Tear of Metal

Automotive Engineering
Graphene Composites for Cars
Battery & Electrification Technology
Developing a Better Way to Recycle Lithium-Ion Batteries
Tech Briefs
Using 3D Printing to Strengthen Jet Engines

Tech Briefs
Products of Tomorrow
Tech Briefs
Origami-Inspired Material Softens Impact Forces
Off-Highway Engineering
NASA Highlights Material and Coating Technology Ready for Commercial Applications



Automotive Engineering
Tata Steel Europe Innovates to Retain the Automotive Materials Lead
Tech Briefs
New Family of Glass for Lens Applications

Automotive Engineering
The Inside Story on Thermal Management
Top Stories
INSIDERManufacturing & Prototyping
![]() How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
INSIDERManned Systems
![]() FAA to Replace Aging Network of Ground-Based Radars
FAA to Replace Aging Network of Ground-Based Radars
NewsTransportation
![]() CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
NewsSoftware
![]() Accelerating Down the Road to Autonomy
Accelerating Down the Road to Autonomy
EditorialDesign
![]() DarkSky One Wants to Make the World a Darker Place
DarkSky One Wants to Make the World a Darker Place
INSIDERMaterials
![]() Can This Self-Healing Composite Make Airplane and Spacecraft Components Last...
Can This Self-Healing Composite Make Airplane and Spacecraft Components Last...
Webcasts
Defense
![]() How Sift's Unified Observability Platform Accelerates Drone Innovation
How Sift's Unified Observability Platform Accelerates Drone Innovation
Automotive
![]() E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
Power
![]() Hydrogen Engines Are Heating Up for Heavy Duty
Hydrogen Engines Are Heating Up for Heavy Duty
Electronics & Computers
![]() Advantages of Smart Power Distribution Unit Design for Automotive...
Advantages of Smart Power Distribution Unit Design for Automotive...
Unmanned Systems
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design...
Quiet, Please: NVH Improvement Opportunities in the Early Design...