



Screen Glare be Gone
A new atmospheric optical bonding process ensures the “smart surfaces” in AV cabins have significantly reduced glare and greater clarity, with improved durability.

On a sunny day, it can be hard to see critical information on the display screens in a vehicle cockpit. From vital safety info — including GPS directional text and the backup camera’s real-time view behind the car — to various infotainment items, the need for glare- and reflection-free screen technology is increasingly important for automated vehicles and their drivers.
Reduced-glare displays with moisture, shock, and impact resistance are systems-integration necessities. Such parameters demand optical bonding as a required process. Enter LOCA — liquid optically clear adhesives. Applied in the gap between a display and cover glass, LOCA materials help improve package robustness while improving clarity and reducing glare. Optically bonding smart surfaces enables manufacturers to meet rigorous automotive demands and increase the life of the product.
Going LOCA

There are numerous processes by which optical bonding can be achieved. From large vacuum chambers to slot die coating, manufacturers have process options available to match their production requirements. With the many restrictions of working in a vacuum, atmospheric bonding has several advantages. Price, lead time, and product flexibility are all areas where atmospheric bonding is advantageous.
Atmospheric optical bonding is unique because it does not require sensitive slit coaters, expensive vacuum chambers, or large batch-style autoclaves, causing large quantities of work-in-progress (WIP). Instead, in-line equipment can be used. The primary steps in atmospheric optical bonding include plasma treatment, dam and seal (optional), LOCA fill dispense, bond and tack cure, and final cure. Each step can be completed in small dedicated cells with conveyance linking each upstream cell similar to industry proven surface mount technology (SMT) lines.

For start-up and smaller manufacturers, investment costs can be minimized by combining multiple production steps into a single cell allowing line expansion as production quantities increase. Also, atmospheric bonding permits single-piece flow manufacturing that is well paired with automotive Takt times.
Looking ahead, automotive interior designs will demand multidisplay and curved “smart surfaces” — consisting of an image generator (TFT or OLED, for example), touch sensor, and a decorative lens. This trend is expected to make slit coating and vacuum chamber sizes impractical.
New York-based Precision Valve & Automation, Inc. (PVA) recently patented an atmospheric process that can assemble complex optically clear displays on a production floor in one minute. When optically bonded, the smart-surface components are assembled through a process that applies the bonding adhesive, correctly positions the components, and then cures the adhesive.
PVA glues a piece of protective glass to a display using a thin layer of liquid adhesive. Lasers and cameras ensure alignment. Adhesive is applied and the display is carefully assembled to prevent air bubbles between the cover glass and the display. To assure a consistent gap thickness and prevent voids or substantial overflow of material, precise metering of the LOCA chemistry is warranted. Metering solutions are routinely employed for their ability to produce deposits within a ±2% window.
One significant difference in PVA’s patented process lies in the technique used to evacuate the air between the glass and the display. Some solutions use a vacuum. Andrew Nally, a senior project engineer at PVA, explained the major distinction in the atmospheric process. “It’s normally done by hand,” said Nally. “No one has done it with a machine process like we have, and the elimination of a post dispensing vacuum was a critical step we wanted to avoid.”

Nally, a 23-year PVA veteran, started building the equipment for the process in 2010. His first product was a 70-inch HD television screen. “That was quite a challenge to take on as your first large bonding production line,” Nally recalled. “We learned a lot during that process and that project really catapulted us into this market.” Currently, the majority of PVA’s bonded applications call out a maximum display size of 17 inches (432 mm).
Ahead of the design curve
PVA’s patent application, filed in 2012, covers the specific steps in automating an atmospheric bonding process. The invention can be used for displays in vehicles, cellphones, television screens, fish finders, gas pumps, digital cameras and other devices.
“You’re getting rid of two of the layers of reflection and impacting how much light is coming through the display,” Nally explained. “By far the biggest challenges are bubbles. Assuring there are no entrapped micro-bubbles is critical for performance and aesthetics.”
The company’s first exposure to display bonding was in portable GPS devices, stated Frank Hart, PVA’s global sales manager. “There was never a great way to automate the lamination process,” he said, “so our involvement was always restricted to the dispensing application. From there, cover glass was placed manually.”
The optical display market is evolving rapidly. As designers push the limits on new approaches to vehicle cabins and the human-machine interface, all eyes fall on the dashboard.
Curved displays, multiple panels — you name it, PVA engineers have seen it, whether it be in concept vehicles or displays that are ready for production. Going forward, the company’s challenge is to stay ahead of the curve technically and continue to adapt its process to changing display technology.
Hart explained that the more flexible the solution, the more potential displays PVA’s technology can accommodate. “We have been successful to date by continuously reducing cycle time,” he said. “ The wider net we can cast, the larger potential market we can create by increasing the market niche.”
Thus far, the PVA atmospheric dispensing process has proven reliable and flexible to meet a wide range of production demands.
“If you are just ramping up production on a display, you don’t have to dedicate a large portion of your plant and millions of dollars in equipment,” Hart asserted.
More From SAE Media Group
Motion Design
Optical Bonding of Automotive Smart Surfaces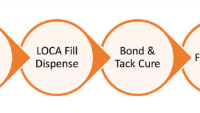
Medical Design Briefs
New Products and Services
Aerospace & Defense Tech Briefs
New Products
Medical Design Briefs
Summer 2023 Resource Guide
Battery Technology
Using Multiphysics to Predict and Prevent EV Battery Fire
Medical Design Briefs
Winter 2022 Resource Guide
Tech Briefs
New Family of Glass for Lens Applications
Medical Design Briefs
Video Spotlight on Products and Services


Battery & Electrification Technology
The Rechargeable Renaissance
Tech Briefs
New on the Market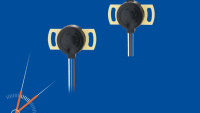
Photonics & Imaging Technology
Micro Molding and Micro-Optics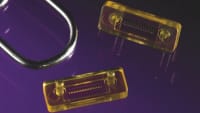

Photonics & Imaging Technology
Manufacturing Wafer-Level Optics Using UV Adhesives and Polymers
Autonomous Vehicle Engineering
Ensuring No Child Left Inside
Battery Technology
Venting for EV Battery Packs
Motion Design INSIDER
A Quantum Leap for Motion Sensing


Off-Highway Engineering
Monarch Unveils AI-Powered Autonomous Platform
Motion Design INSIDER
Small, Precise Gyroscope Navigates Without GPS
Photonics Tech Briefs
Glass Molding Press
Automotive Engineering
Defrosting Tech Saves EV Battery Energy

Photonics & Imaging Technology
Mathematical Technique Quickly Tunes Next-Generation Lenses
Tech Briefs
Products of Tomorrow
Robotics & Automation INSIDER
A New Way to Build Soft Robots That Can Walk on Water

Photonics & Imaging Technology
Positioning Wafers with Micrometer Precision for PECVD Coating
Top Stories
INSIDERManufacturing & Prototyping
![]() How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
INSIDERManned Systems
![]() FAA to Replace Aging Network of Ground-Based Radars
FAA to Replace Aging Network of Ground-Based Radars
NewsTransportation
![]() CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
NewsSoftware
![]() Accelerating Down the Road to Autonomy
Accelerating Down the Road to Autonomy
EditorialDesign
![]() DarkSky One Wants to Make the World a Darker Place
DarkSky One Wants to Make the World a Darker Place
INSIDERMaterials
![]() Can This Self-Healing Composite Make Airplane and Spacecraft Components Last...
Can This Self-Healing Composite Make Airplane and Spacecraft Components Last...
Webcasts
Defense
![]() How Sift's Unified Observability Platform Accelerates Drone Innovation
How Sift's Unified Observability Platform Accelerates Drone Innovation
Automotive
![]() E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
Power
![]() Hydrogen Engines Are Heating Up for Heavy Duty
Hydrogen Engines Are Heating Up for Heavy Duty
Electronics & Computers
![]() Advantages of Smart Power Distribution Unit Design for Automotive...
Advantages of Smart Power Distribution Unit Design for Automotive...
Unmanned Systems
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design...
Quiet, Please: NVH Improvement Opportunities in the Early Design...