



Innovation More Than Skin Deep
A new wave of engineered plastics that deliver structural, mass-reducing, and aesthetic benefits are landing new vehicle applications.

With the Steel-vs.-Aluminum battle raging unabated across the global vehicle-development domains, plastics/composites material and manufacturing suppliers are delivering equally impressive innovations in places that are visible — or not — in new cars and trucks.
While BMW recently ended its ambitious “closed loop” carbon fiber supply chain that stretched from Moses Lake, Washington to Germany (after gaining valuable knowledge in the process of outfitting its i3 and i8 programs), advanced composite development continues to prove the lightweight materials’ mettle to the metals-centric mobility industry. Here’s a look at some recent “wins” in automotive plastics, along with a view of the future for CFRP from one of its leading proponents.
BMW gets its Coreback

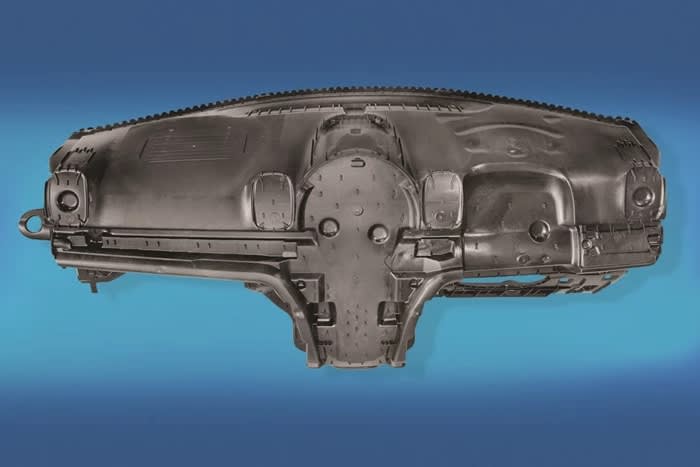
Instrument-panel carriers and cross-vehicle structures are an ongoing focus of materials innovation, with various metals and metal-composite solutions vying with new composite developments. When BMW needed to reduce mass in the instrument panel structure of its 2017 Mini Countryman, the engineers sought out International Automotive Components Group (IAC) for a new injection-molding process called Coreback.

The result is a Mini IP carrier molded in lightweight plastic (long-glass polypropylene) foam, achieving a claimed 15% mass savings with superb stiffness-to-weight characteristics, compared with injection molding of a conventional PP-based, talc-filled product. Such traditional processes are capable of perhaps a 4-5% mass savings.
“With the Coreback process, we inject the resin and a CFA [chemical foaming agent] at full injection pressure, filling the mold 100%. Then we open the mold. This gives us consistent, perfect expansion of the foam throughout the cross-section of the part relative to the die draw, the direction that the mold opens,” explained Marc Hayes, IAC’s Director of Advanced Development.
Hayes noted that using Coreback, molding a large piece such as the IP carrier or a door trim panel would start at 1.8 mm, then open the tool at 2.8 mm to achieve the finished wall thickness. “We’re truly injecting 1.8-mm of resin into the mold cavity, versus 2.8 mm. That’s where the weight-save of 15-20% comes from. Everything else in that cross section is air pockets.” The process accommodates a maximum mold opening/expansion of 4 mm (.157 in).
The Mini IP carrier project was IAC’s first production application of the Coreback process. The company and BMW partnered with tool maker Siebenwurst and chemical supplier Saudi Basic Industries Corp. (SABIC) on the project.
“Using Coreback, we’re not as stuck to the standard rib-to-wall-stock ratio [typically 60%] for things like sink or lifter actions,” Hayes explained. “The foaming agent helps increase the ratios that we’re allowed to use.”
IAC and SABIC engineers used CAE to determine how to use a specialized CFA in existing injection molding machines, and to predict foamed-part warpage. The extensive analysis allowed tooling to be modified in advance to avoid any potential production issues and helped ensure a flawless launch.
Structural foam has been a staple of marine instrument panel applications for decades, as well as in architectural trim and doors. Ford also experimented with structural foam IP structures in the 1980s.
Following its success with the Mini IP program, IAC is continuing Coreback development to produce visible interior parts in addition to unseen structural parts. According to Hayes, this will require further development of the CFA.
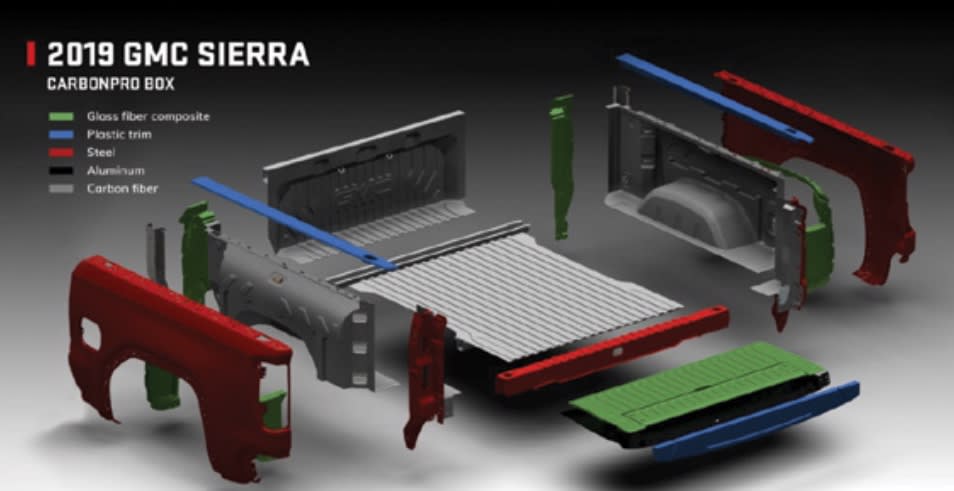
Carbon fiber ‘boxes’ Denali
The debut of the industry’s first carbon-composite pickup bed on the 2019 GMC Sierra Denali signals that the light-weight materials, including those that are continuous-fiber reinforced, are moving closer to mainstream applications at higher volumes.
It’s worth noting here that GM pioneered a partially-composite (sheet-molding compound) pickup bed on the 1955-58 Chevrolet Cameo Carrier, so the Denali is part of a long technology continuum that began with the 1953 Corvette’s body. The latest carbon-composite structure was developed by GM in collaboration with Continental Structural Plastics (CSP) and its parent company, Teijin Group.
GM engineers like the Sierra’s new cargo box for its dent, scratch and corrosion resistance, said Sierra Chief Engineer Tim Herrick in an interview with Automotive Engineering. Compared to the Sierra’s standard steel bed, the carbon-fiber themoplastic (nylon 6) bed is 62 lb (28 kg) lighter.
The material employs chopped fiber rather than woven. Its formability enabled designers to push the cargo box sides further outward, increasing volume by a cubic foot. Structural adhesive and a mechanical fastener are used at the beginning of the two-layer bond process to prevent peeling, Herrick noted.
Two parts of the Sierra bed (the right and left front stake-pocket reinforcements) are made from 100% of the post-process recyclate, Herrick told AE. CSP’s Huntington, Indiana, plant will mold and form the carbon fiber bed, which will then be trimmed out at GM’s Fort Wayne, assembly plant.
Plasan brings advanced analysis to CFRP
While the 2019 Sierra Denali enters showrooms in fall 2018, engineers are watching for GM to unveil its much-anticipated C8 Corvette. Will the next-gen Vette, expected to arrive in early 2019, increase its carbon-fiber reinforced plastic (CFRP) content on Class-A body panels, as pioneered on 2014 models using supplier Plasan Carbon Composites’ out-of-autoclave “pressure-press” technology?
“No comment—we can’t answer that!” exclaimed Dan Hartzler, PCC’s VP of Engineering, and Robert Murch, the company’s Principal Engineer. In a recent interview with AE, Hartzler and Murch noted recent progress in CFRP materials and process technologies aimed at faster cycle times and throughput, and dramatically reduced post-mold finishing.
“Ten years ago our process technology was outpacing that of the pre-preg chemistries,” Murch explained. “But that call has been heard by all the major resin suppliers. The advances we’ve seen in pre-preg systems in the last 3 years is astonishing. Those companies—Solvay, Toray—continue to outdo each other, including on the aerospace side. The chemistries are caught up with advanced processes such as ours. We can process in 2 minutes or less even with a pre-preg system.”
Hartzler reports that PCC’s pressure-press tooling development is moving forward. “We’re working down to a 10-12-minute cycle [from 15-17 minutes]. Now it’s a matter of further attacking the bottlenecks, which are always moving. Can we create tooling to meet the new cycle times the new resins are capable of?” He indicated that alternate forming processes may be in development to support the faster cycle times.

“The OEMs are finally ready to investigate how they can best use the new materials and forming methods in new areas,” Hartzler said. The next advancements will allow CFRP to get into higher-volume structural components.
PCC has announced that its $40 million investment in automation technology will soon support faster, lower cost manufacturing of structural carbon fiber for parts including door beams and bumper beams.
“Our increased use of dynamic modeling will enable B-pillars and underhood components,” Murch said. “I’m a little cautious of what I can say here, but Plasan as a company has leveraged technologies from our parent company [Plasan Sasa] on the ballistics side. We’re taking that knowledge base and transferring it to Automotive. Now we can provide the OEMs complete solutions including analysis.”
Looking at the 2020s and the rise of automated and fully autonomous vehicles, Hartzler and Murch see even greater opportunity for CFRP.
“There is a new openness among the OEMs to develop and apply these new composite solutions — not as a replacement for sheet metal, but fully integrated with the components around it,” Hartzler said.
Detroit-based Kami Buchholz contributed reporting for this article.
More From SAE Media Group
Automotive Engineering
2019’s Best Automotive Plastics Innovations
Automotive Engineering
Weaving a New Future for Composites
Automotive Engineering
2015 Mustang's Glovebox-Integrated Knee Airbag, Other Plastics Innovations Recognized by SPE
Automotive Engineering
Innovations for Lightweighting: Magna and Ford test carbon-fiber subframes
Automotive Engineering
Hyundai, Ford Pursue Structural Composites Despite Challenges
Automotive Engineering
Altair Honors Lightweight Advances
Automotive Engineering
Carbon Fiber Research Eyes Roof Frames, Doors
Automotive Engineering
Recaro Pioneers Seating Shells Made with CF Recyclate

Automotive Engineering
GM Turns to Carbon Fiber for 2019 GMC Sierra Pickup Bed
Automotive Engineering
Composites Permeate Inside and Out
Automotive Engineering
New Composites Target EV Applications
Automotive Engineering
Mass-Reducing Innovations Honored by Altair


Tech Briefs
Pros & Cons of Advanced Lightweighting Materials

Off-Highway Engineering
Liebherr Reveals ‘Hybrid’ CFRP Cylinders and Parallel-Pump Concept
Automotive Engineering
BMW’s Back at Carbon Fiber with Award-Winning Motorcycle Swingarm
Automotive Engineering
Altair Honors Innovations in Automotive Lightweighting and Sustainability
Automotive Engineering
Multi-material Body Solutions: Possibilities and Manufacturing Challenges
Automotive Engineering
Lightweighting, Friction Reduction Drive DSM's Plastics Development

Tech Briefs
Products of Tomorrow
Tech Briefs
Healable Carbon Fiber Composite
Automotive Engineering
All-Composite EV Wheel Heads to Production
Automotive Manufacturing and Machining
Prodrive Process Expands Carbon Fiber’s Manufacturing Potential
Aerospace & Defense Tech Briefs
How Advanced Vacuum Bag Kits Streamline Composite Parts Manufacturing

Top Stories
INSIDERManufacturing & Prototyping
![]() How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
INSIDERManned Systems
![]() FAA to Replace Aging Network of Ground-Based Radars
FAA to Replace Aging Network of Ground-Based Radars
NewsTransportation
![]() CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
NewsSoftware
![]() Accelerating Down the Road to Autonomy
Accelerating Down the Road to Autonomy
EditorialDesign
![]() DarkSky One Wants to Make the World a Darker Place
DarkSky One Wants to Make the World a Darker Place
INSIDERMaterials
![]() Can This Self-Healing Composite Make Airplane and Spacecraft Components Last...
Can This Self-Healing Composite Make Airplane and Spacecraft Components Last...
Webcasts
Defense
![]() How Sift's Unified Observability Platform Accelerates Drone Innovation
How Sift's Unified Observability Platform Accelerates Drone Innovation
Automotive
![]() E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
Power
![]() Hydrogen Engines Are Heating Up for Heavy Duty
Hydrogen Engines Are Heating Up for Heavy Duty
Electronics & Computers
![]() Advantages of Smart Power Distribution Unit Design for Automotive...
Advantages of Smart Power Distribution Unit Design for Automotive...
Unmanned Systems
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design...
Quiet, Please: NVH Improvement Opportunities in the Early Design...