



Knapheide Saves Costs, Time by Moving Vehicle Life Testing In-House
The Knapheide Manufacturing Co. has always sent its products out to be tested, but with the wide variety of product types that the Quincy, Ill.-based company makes, the cost of farming out the testing process had become excessive. The manufacturer specializes in the North American utility truck body market, both military and civilian grade, including crane trucks, electrician trucks, and Class 8 heavy-duty truck chassis.

“Just one test could cost tens of thousands of dollars,” said Kent Birt, Knapheide testing project manager. In addition, the lead times associated with working through outside testing labs were long. “Often we had to wait six weeks or more for results, impacting our ability to meet schedules,” he added. Company managers concluded that they could save a lot of cost and improve customer service by developing their own test systems in-house.
The typical test involves applying a specific amount of force to an item such as a trailer hitch in order to simulate real-world usage conditions, cycling that force some number of times, and documenting the results. If a standard test protocol adopted by SAE exists, then the Knapheide test group implements that. If not, then it is up to them to develop a test from scratch.
“When we develop a test, we need to understand what loads are being applied to the system or product,” said Birt, “and then we plan out how to apply the forces to achieve the target loads.” In the case where fatigue testing is to be performed, the force must be applied repeatably as the results are logged.

“The first test that we wanted to develop in-house was to certify goose-neck hitches according to the SAE protocol,” said Birt. “To do that we wanted to cycle the down force applied to the hitch between minus 200 pounds and plus 20,000 pounds, in three different orientations, for 900,000 cycles.”
Initially, Birt wasn’t sure how to best control the hydraulic force being applied in the test platform he was developing. The motion control solution needed to be capable of three things: 1) Flexibility in order to be reconfigured to test many different types of assemblies with different orientations and force ratings, 2) high precision in order to detect minute changes in the device under test’s response to the force, and to ensure repeatability from cycle to cycle, and 3) the ability to document the results.
A representative from Knapheide’s hydraulics distributor, the John Henry Foster Company of St. Louis, Mo., suggested that Birt check out the RMC electrohydraulic motion controller family from Delta Computer Systems Inc. of Battle Ground, Wash.
Many tests, same motion control hardware
Knapheide’s test stand uses Delta’s RMC151 eight-axis, dual-loop motion controller. The motion controller operates the hydraulics through a proportional servo valve feeding each cylinder. “The Delta controller allows us to be very precise in our application of force and position,” said Birt. “Our test system is capable of applying up to 65,000 pounds to within plus or minus 5 pounds.”
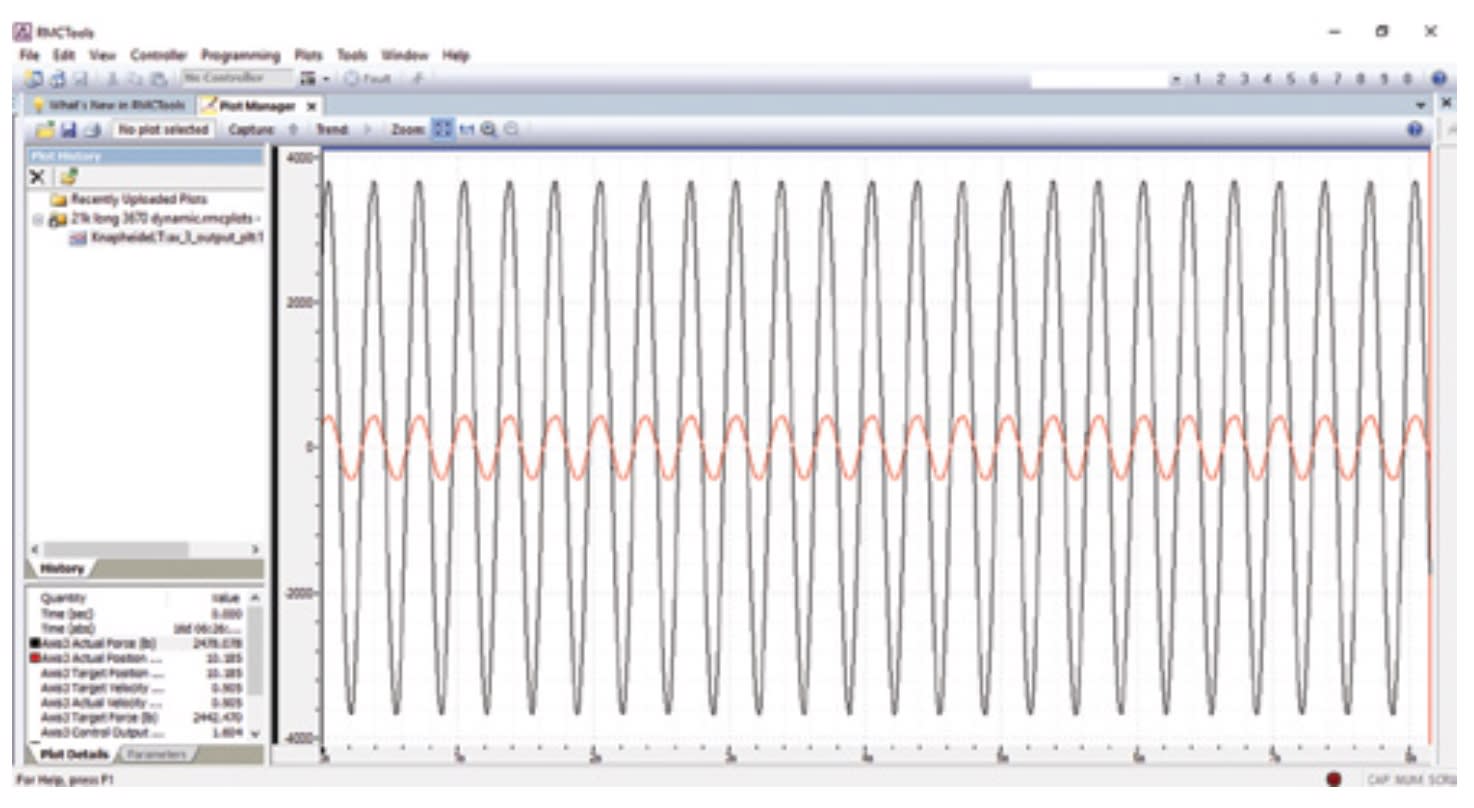
Delta motion controllers are supported by a software package called RMCTools. One of the features in the package is the Plot Manager, which allows the test operators to view the motion control performance in real time during a test. The plots also provide a record of each test cycle.
RMCTools also includes wizards to aid in tuning the motion control loops. “If the motion isn’t tuned right, it’s easy to over-shoot or undershoot the target force,” said Birt. “But with Delta’s training and Tuning Wizard software, even a controls novice can produce excellent results.” In addition to the standard tuning parameters for accurate results, a user program was written to implement Adaptive-Amplitude Control to adjust the performance of the force sine wave every controller loop time. The Adaptive-Amplitude example documented on Delta’s Online User Forum was modified and installed to achieve accurate and repeatable force results cycle after cycle.
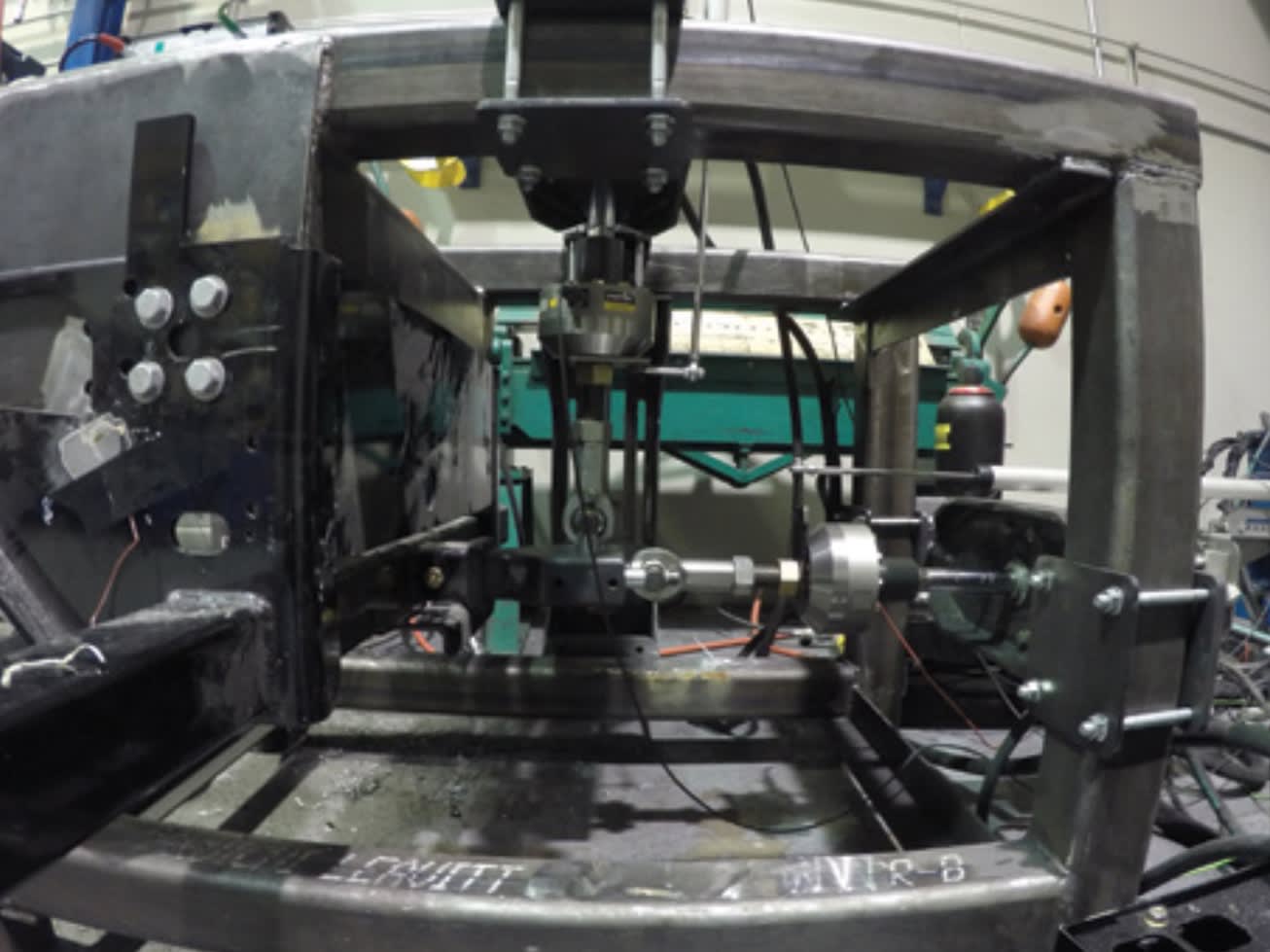
After completing the gooseneck test, Birt reconfigured the system to test bumper-mounted trailer hitches. Two hydraulic axes are used, one to apply vertical downward force and one to apply push/pull horizontal forces. Near the center of the image is a receiver hitch rated to 21,000 pounds. To test this hitch, the Knapheide test stand is set to apply a 10,500-lb vertical load while at the same time applying a horizontal load of 24,500 lb to the back (aft) position. Linear transducers are used to measure deflection and load cells are used to measure forces applied by each axis. The RMC uses these signals to precisely control the positions and forces as specified in the testing criteria. The hitch itself is instrumented with strain gauges to record metal strains for correlation to finite element analyses (FEA) physical testing.
Another recent test implemented by the Knapheide lab is a strength test to simulate the repetitive dropping of 70-lb gas bottles in a truck bed compartment. “The test fixture allows us to raise and drop a simulated weight that represents the bottle, and we drop it repeatedly in the compartment to replicate damage that has been seen in the field,” said Birt. “With the test stand we built we can produce the same results in hours that would be seen in the field after years of use.”
All told, Knapheide has developed some 50-60 tests using the same motion control hardware. “When we first started, they gave me a little corner in the lab,” said Birt. “They started asking me if we can do different tests. And not only can we control the tests, we can document them. We never had that ability before.”
The test lab is paying off for Knapheide in terms of the money saved that would otherwise have been spent contracting outside test labs. “I’ve tested over 20 different hitches, which would have cost $30,000 each if we had sent the test out to be done,” said Birt. “Using the Delta controller [enables us] to save money while getting our products to market quickly and safely.”
“Now at Knapheide we’re setting standards for the rest of the industry,” said Birt, who because of his work has been appointed to the SAE board for testing standards. He is now working to develop industry-wide standards for testing bumper hitches.
Jason Palmer, regional applications manager for Delta Computer Systems Inc., wrote this article for Truck & Off-Highway Engineering magazine.
More From SAE Media Group
Motion Design
Multi-Axis Motion Controller Accelerates Gear Testing
Automotive Engineering
A Secret Weapon for Roof-crush Testing
Motion Design INSIDER
NIST is Calibrating Gear Artifacts
Off-Highway Engineering
Engineers at Cape Optimize Test-rig Performance for Roof-crush Testing


Aerospace & Defense Tech Briefs
SAE International Issues First Technical Standards for Aerospace Additive Manufacturing
Motion Design
Built-In Vibration Control to Soundproof Spaces
Aerospace & Defense Tech Briefs
Sensuron Enables Real-Time Structural Health Monitoring Onboard NASA’s X-56 UAV
Aerospace & Defense Tech Briefs
Industry Invited to Participate in AeroTech Aerospace and Defense Technical Program
Tech Briefs
Take the Tolomatic Design Journey
Aerospace & Defense Tech Briefs
SAE International Extends Call for Abstracts, Seeks Submissions for AeroTech Conference
Aerospace & Defense Tech Briefs
SAE International Issues, Revises Technical Reports for Aerospace Engineering
Aerospace & Defense Tech Briefs
Airlines for America and SAE International Recognize Lufthansa Technik, 3D.aero for Nondestructive Testing Innovation
Tech Briefs
Miniature Spring Performance Tester
Aerospace & Defense Tech Briefs
Advances in Adhesive Joining of Structural Components Focus of New Book from SAE International
Aerospace & Defense Tech Briefs
Additive Manufacturing Adoption Up, Growing Rapidly in Aerospace
Off-Highway Engineering
Pneumatically Shifted Air Suspension Loading on 6x2 Trucks
Off-Highway Engineering
REE’s P7 Brings Advanced Suspension Control to Medium-Duty Trucks
Test & Measurement Tech Briefs
Automating Roadbed Testing Before Paving
Aerospace & Defense Tech Briefs
Personal Air Transport Drives Need for Advanced VTOL Technologies, Standards
Aerospace & Defense Tech Briefs
Air Mobility Innovations Take Center Stage at Aerospace Systems and Technology Conference
Automotive Engineering
Electronic Stability Control Builds the Foundation for Safer Roads
Automotive Engineering
Gearing Up Drive Axle Innovations

Sensor Technology
Measurement Technology Drives Vehicle Development Forward
Tech Briefs
Device Measures Laser Power in Real Time
Aerospace & Defense Tech Briefs
Quality Management Experts Provide Guidance on AS9100 Standard, Equipment Calibration
Medical Design Briefs
Winter 2022 Resource Guide
Top Stories
INSIDERManufacturing & Prototyping
![]() How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
How Airbus is Using w-DED to 3D Print Larger Titanium Airplane Parts
INSIDERManned Systems
![]() FAA to Replace Aging Network of Ground-Based Radars
FAA to Replace Aging Network of Ground-Based Radars
NewsTransportation
![]() CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
CES 2026: Bosch is Ready to Bring AI to Your (Likely ICE-powered) Vehicle
NewsSoftware
![]() Accelerating Down the Road to Autonomy
Accelerating Down the Road to Autonomy
EditorialDesign
![]() DarkSky One Wants to Make the World a Darker Place
DarkSky One Wants to Make the World a Darker Place
INSIDERMaterials
![]() Can This Self-Healing Composite Make Airplane and Spacecraft Components Last...
Can This Self-Healing Composite Make Airplane and Spacecraft Components Last...
Webcasts
Defense
![]() How Sift's Unified Observability Platform Accelerates Drone Innovation
How Sift's Unified Observability Platform Accelerates Drone Innovation
Automotive
![]() E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
E/E Architecture Redefined: Building Smarter, Safer, and Scalable...
Power
![]() Hydrogen Engines Are Heating Up for Heavy Duty
Hydrogen Engines Are Heating Up for Heavy Duty
Electronics & Computers
![]() Advantages of Smart Power Distribution Unit Design for Automotive...
Advantages of Smart Power Distribution Unit Design for Automotive...
Unmanned Systems
![]() Quiet, Please: NVH Improvement Opportunities in the Early Design...
Quiet, Please: NVH Improvement Opportunities in the Early Design...